In the machining process, chip shape and processing are important factors affecting the processing efficiency and surface quality of the workpiece. Chip entanglement means that chips wrap around the tool or workpiece during processing, leading to unstable processing, increased tool wear, and even damage to the workpiece. Here are the types of machining prone to chips and how to solve the chip problem:
1. Processing types prone to chip entanglement
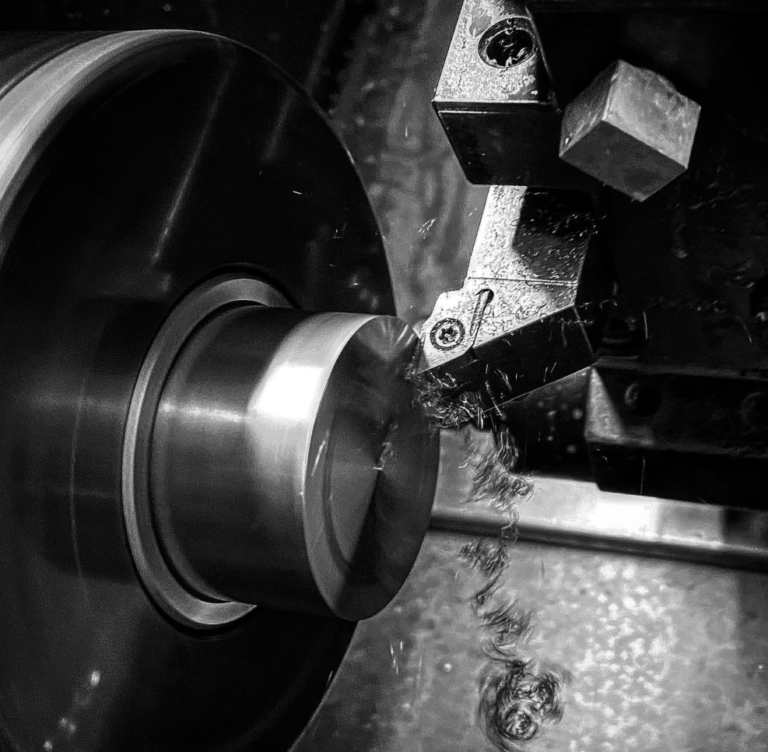
1. Turning processing
Long-shaped chips: Particularly during continuous cutting, long-shaped chips are easily produced, causing them to wrap around the tool or workpiece.
Common materials: mild steel, aluminum alloy, copper and other materials prone to long chips.
2. Drilling
Deep hole drilling: When drilling deep holes, chips are difficult to discharge smoothly and tend to wrap around the drill bit.
Common materials: mild steel, aluminum alloy, copper and other materials prone to long chips.

3. Milling processing
Side milling: Especially when side milling, chips tend to wrap around the cutter, which affects the stability of processing.
Common materials: aluminum alloy, mild steel, copper and other materials prone to long chips.

4. Boring Processing
Deep hole reaming: When reaming deep holes, chips tend to accumulate in the hole, leading to chip entanglement.
Common materials: aluminum alloy, mild steel, copper and other materials prone to long chips.
5. Processing of tapping
Difficulty evacuating chips: Chips can easily wrap around the tap when tapping, causing breakage or incomplete threads.
Common materials: aluminum alloy, mild steel, copper and other materials prone to long chips.

6. Cutting plastics and composite materials
Chips tend to stick: When processing plastics and composite materials, chips tend to stick to the tool and workpiece.
Common materials: thermoplastics and composites.

7. High speed cutting
High Temperature Chips: High temperature chips produced by high speed cutting tend to stick and wrap around the tool.
Common materials: high strength materials such as aluminum alloy and titanium alloy.

2. Solutions to the lint problem
1. Improve tool geometry parameters
Increase cutting angle: Increasing the cutting angle of the tool allows chips to flow more easily.
Increase the clearance angle: Appropriately increasing the clearance angle can reduce the friction between the chip and the tool.
Edge arc: Optimizing the arc radius of the tool edge can change chip shape and reduce entanglement.
2. Optimize cutting parameters
Adjust the cutting speed: Increasing or decreasing the cutting speed can change the shape of the chips and prevent them from tangling.
Adjust the feed quantity: Appropriately increasing the feed quantity can shorten the chips and reduce winding.
3. Use coolant and cutting fluid
High pressure coolant: High pressure coolant can effectively remove chips and prevent entanglement.
Lubricating cutting fluid: increases the lubricating effect and reduces friction between chips and tools.
4. Select appropriate tool materials and coatings
Carbide cutting tools: Using carbide cutting tools with better wear resistance can reduce tool wear.
Coated tools: Choosing appropriate coatings (such as TiN, TiAlN, etc.) can reduce chip adhesion.
5. Use chip breakers
Chip breaker tool: The chip breaker design on the tool can break the chips as they form and reduce entanglement.
6.Adjust the treatment strategy
Segmented machining: Especially when processing deep holes, retract the tool in segments and clean the chips.
Reverse feed: In some machining processes, reverse feed can change the direction of chip flow and reduce entanglement.

3. Examples of practical applications
1. Turning processing
Problem: Long chips wrap around the tool.
Solution: Increase cutting and clearance angles, use high pressure coolant and chip breaking tools.
2. Drilling
Problem: Chips are difficult to clear when drilling deep holes.
Solution: Use a drill bit with a chip flute, retract the tool regularly to clear the chips, and use high pressure coolant.
3. Processing of tapping
Tapping process
Problem: Chips wrap around the tap.
Solution: Use a lubricating cutting fluid, select specially designed chip evacuation taps, and adjust the cutting speed and feed appropriately.

By taking the above measures, the problem of chip entanglement generated during processing can be effectively reduced, the processing efficiency and surface quality of the workpiece can be improved, and the service life of the tool can be improved. can be extended.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















