1. Analysis of various factors and control measures of 5M1E
1. Fluctuation in product quality characteristics
The quality characteristic values of the same part produced by an employee using the same batch of raw materials on the same equipment and the same machine will not be exactly the same. This is what we usually call fluctuations in product quality characteristic values. This phenomenon reflects the “fluctuation” characteristics of product quality. What about different personnel, different batches of materials and different equipment? Will quality fluctuations be greater?
There are six main factors causing fluctuations in product quality: people, machines, materials, methods, environment and measurements. Since the first letters of the English names of these six factors are M and E, they are often called 5M1E. As long as one of the six elements changes, it must be recalculated. In on-site management, these six aspects require special attention from on-site managers, team leaders and employees in key positions. These are also the six elements covered in running an industrial manufacturing business.
The six analyzes of man, machine, matter, method, environment and measurement are not independent. They are me in you and you in me.
2. Analysis of various factors and control measures of 5M1E
(1) Analysis of Man
Operator understanding of quality, technical skill, physical condition, etc. ; Any defects produced by the process in which the operator plays a leading role can usually be controlled by the operator. The main reasons for operating errors are:
①Poor knowledge of quality;
② Reckless operation;
③Non-compliance with operational procedures;
④ Poor operational skills and unqualified technology;
⑤ Getting bored with simple, repetitive work.
● How to improve production efficiency, we must first inquire from existing personnel, maximize their characteristics, stimulate employees’ enthusiasm for work, and improve their enthusiasm for work. Human resources courses are a science that specifically studies how to improve the work efficiency of employees per unit of time and how to stimulate employee enthusiasm for work. Simply put, personnel management is the most complex form of production management, the most difficult to understand and apply.
● Control measures that can be taken:
① Strengthen quality awareness education that “quality first, users first, and users are the next step in the process” and establish and improve quality accountability system;
②Write clear and detailed operational procedures, strengthen professional training on the process and issue operating certificates;
③ Strengthen inspection work and increase the frequency of inspections appropriately;
④ Eliminate operator boredom through personnel adjustments between work types and enrichment of work experience;
⑤ Thoroughly carry out QCC quality control circle activities to promote self-improvement and self-improvement abilities.
(2) Machine analysis
① Is the selection correct?
②Are there any maintenance issues?
③Does it support machine matching?
④Is the person who made the machine right? Is the machine operation method correct? Is the environment suitable for the machine?
● Refers to equipment, tools and other auxiliary production tools used in production. In production, the normal operation of equipment and the quality of tools is another factor that affects the production progress and product quality. As a company grows, in addition to improving the quality of its staff, the company’s external image also improves; the company’s internal equipment is also updated. For what ? Good equipment can improve production efficiency and product quality.
● For example: In the furniture industry, material cutting has changed from hand saws in the past to electronic saws, and the efficiency has increased dozens of times. In the past, the speed was slow and people’s physical strength had to be tested; today people are relaxed and efficiency has improved. Therefore, industrial production and equipment is another beneficial way to improve production efficiency.
● The main control measures are:
① Strengthen the maintenance and upkeep of equipment, regularly detect the key precision and performance parts of machines and equipment, and establish a daily inspection system of key parts of equipment to focus on the control of equipment. equipment at process quality control points;
② Use the first article inspection to check the adjustment amount of the positioning or quantitative device;
③ Develop automatic display and recording devices for positioning data as much as possible to reduce reliance on the reliability of workers’ adjustment work.
(3) Material analysis
①Is it authentic?
②Is the model correct?
③Is there a shelf life?
④Factory inspection completed
⑤Does it meet specifications?
⑥Does the material adapt to the environment? Does the material match the machine? Will the material interact with other materials?
● Refers to materials, semi-finished products, accessories, raw materials and other product materials. In today’s industrial production, the division of labor is refined and there are generally several dozen accessories or components that are operated by several departments at the same time. When a certain part is not completed, the entire product cannot be assembled, causing the material assembly process to stop. Regardless of which department you work in, the results of your work will affect the production operations of other departments. Of course, you cannot focus only on the production of your own department and ignore the operation of subsequent or other related processes, because the successful operation of the company depends on the balance of the overall operation;
● Therefore, when working in production management, you should pay close attention to the progress of semi-finished products sent from previous processes, accessories in the warehouse and semi-finished products or finished products produced in your own process. A good manager is someone who can see the big picture; someone who can think of everyone.
● The main control measures are
① Clearly stipulate quality requirements in the raw material supply contract;
② Strengthen the arrival inspection of raw materials and process and finished product inspection of factory self-made parts;
③ Reasonably select suppliers (including “subcontracted factories”);
④ Establish a good cooperative relationship between cooperating factories, supervise and assist suppliers to carry out quality control and quality assurance work.
(4) Analysis of the law
①Is it done correctly?
②Do you understand?
③ Do you understand what you wrote?
④Is the method suitable?
⑤Are there clear regulations?
⑥Is the method given to the corresponding person? Does the method work in this environment?
● As the name suggests, the right. Refers to the rules and regulations that must be followed during the production process. It includes: process instructions, standard process guidelines, production drawings, production schedules, product operation standards, inspection standards, various operation procedures, etc. Their role here is to standardize the product production process and reflect product quality requirements in a timely and accurate manner. Strict compliance with procedures is a condition for guaranteeing product quality and production progress.
● Error prevention and control measures for processing methods:
① Ensure the accuracy of the positioning device, strict inspection of the first part, and ensure the accuracy of the positioning center to prevent the processing characteristic value data distribution center from deviating from the specification center;
② Strengthen technical and sales training to familiarize operators with the installation and adjustment methods of positioning devices, and configure devices that display positioning data as much as possible;
③ Strengthen the sharpening and management of fixed tools or cutting tools, and implement a compulsory replacement system;
④ Actively implement control card management so that adjustment measures can be taken in a timely manner;
⑤ Strictly enforce process discipline and inspect and supervise the implementation of operational procedures.
⑥ Strengthen the management of tools, tooling and measuring instruments, and do a good job in the periodic inspection of tooling and molds and periodic calibration of measuring instruments.
(5) Ring analysis
①Has the environment changed on the timeline?
②6 Have light, temperature, humidity, altitude and pollution been taken into account?
③Is the environment safe?
④Is the environment created by man? Can the small environment and the large environment be compatible?
● Ring refers to the environment. Some products (computers, high-tech products) have high environmental requirements (ISO9001:20006.4 Working environment: The organization must determine and manage the working environment required to ensure product compliance). The environment also affects product quality. For example: When debugging audio, the surrounding environment should be very quiet. The food industry also has special environmental regulations, otherwise product hygiene cannot meet national standards. There are now also ISO14000 environmental system requirements for industrial manufacturing companies.
● The so-called environment generally refers to the temperature, humidity, sound interference, vibration, lighting, indoor purification and on-site pollution level of the production site.
● In addition to ensuring the special requirements of products in environmental conditions, we must also do a good job of sorting, rectifying and cleaning the site, vigorously promote civilized production, and create conditions for sustainable production of products high quality.
(6) Analysis of measurements
①Has a responsible person been designated?
②Use prescribed measuring tools
③At the designated measuring point
④Use correct measurement methods
⑤ Measurements were taken at a certain frequency
⑥And have records
● Measurement mainly refers to measurement tools, measurement methods and trained and authorized measurers. Use designated and regularly inspected measuring tools and unified and standardized measuring methods to ensure that data errors measured by the same measuring point, the same measuring tool and different surveyors are minimized. The measured data must be recorded during the production process.
● Key control measures include:
① Determine the measurement tasks and required accuracy, and select the test equipment to be used with the required accuracy and precision capabilities.
②Confirm, calibrate and adjust all measuring and testing equipment regularly.
③ Specify the necessary calibration procedures. Content includes equipment type, serial number, location, calibration cycle, calibration method, acceptance method, acceptance criteria, and what to do if a problem occurs .
④Save calibration records.
⑤ When it is found that the measurement and test equipment is not in a calibrated state, immediately evaluate the validity of the previous measurement and test results and record them in relevant documents.
2. Application of environmental testing of man-machine material method
1. Problem hierarchy
① Preliminary characterization of the man-machine-material method loop
② Search for secondary causes after preliminary characterization
③The search for secondary causes can still use the analysis of man-machine, material, method and environment.
④ The search for secondary causes always requires a third qualification after characterization. That is, finding the causes of the secondary qualification results can still be suitable for the man-machine material analysis method.
⑤ Ask more why questions
2. Characteristic factors cannot solve the root of the problem
(1) The characteristic factor diagram is only the cause analysis part
(2) There should be in-depth solution measures below (according to the corrective and preventive method, there should also be cause analysis, corrective measures, progress status, deductions from a example and systematic elimination)
(3) Therefore, it is impossible to solve the problem by treating the human-machine-material environmental testing method as a problem-solving method. (This is only the first step in correction and prevention)
(4) Characteristic factor diagram (fishbone diagram):
①Determine the characteristics of the problem
②Features and main bones
③Large bones and important factors.
④Medium bones, small bones and large bones
⑤ Record the “key points” of medium bones, small bones and large bones.
⑥Study the main reasons
⑦Save related questions.

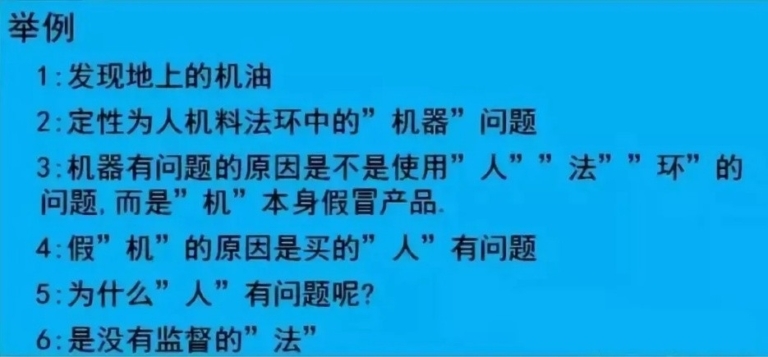
(5) Example


3. Quality control techniques for corrective actions

4. Characteristic factors (man-machine hardware method and environmental testing) + system strategy diagram method
It is essential for any countermeasure to know who, how and when to achieve what effect?

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















