Taking the grinding process of EA4T axle as an example, through process experiments, the influence of grinding wheel characteristics and grinding process parameters on the surface roughness and processing stress of the axle was demonstrated, as well as the order and rules of influence of the influence of the grinding process parameters. were obtained and the significance of the influence of various factors is analyzed, which has certain guiding significance for production practice.
PART 1Preface
As a high-speed train axle steel specified by European standards, EA4T axle steel has excellent physical properties and is widely used in high-speed trains and subway trains. In addition to studying its materials and properties, domestic researchers[1]In addition, research on its processing technology has also been carried out.[2]. Yu Xin[3]An in-depth study was carried out on the turning and rolling processes of the EA4T axle.
At present, there are few studies on the axle grinding process. This paper uses surface roughness and surface treatment stresses as evaluation indicators, and through experiments, studies the effects of grinding wheel characteristics and grinding process parameters on surface roughness and surface treatment stresses. treatment during the grinding process.
PART 2 Characteristics of grinding wheels
The characteristics of the grinding wheel mainly include abrasive, particle size, hardness, structure and bonding agent, etc. The abrasive is responsible for the cutting work and must have high hardness, good heat resistance, a certain toughness and self-sharpening properties; particle size is the size of the abrasive particles, which has a direct impact on the grinding quality. This article mainly focuses on abrasives and particle size.
2.1 Comparison of grinding wheel abrasives
Select the commonly used WA (white corundum), SA (monocrystalline corundum) grinding wheels and SG grinding wheels, carry out grinding tests under the same grinding parameters, compare the roughness of the grinding surface and the processing stress of the grinding surface, then select a more suitable one. A. EA4T abrasive for axle grinding. The cross-cutting method is adopted (based on efficiency considerations), a constant speed grinder is used, the linear speed of the grinding wheel vs = 35 m/s and the grinding process parameters are shown in the table 1.
Table 1 Grinding parameters of abrasive comparison tests
The comparison results of surface roughness processed by different abrasive wheels are shown in Figure 1. The grinding surface quality of SA grinding wheel is the best, SG grinding wheel is second, and WA grinding wheel is the worst.

Figure 1 Comparison of surface roughness processed by different abrasive wheels
Surface stress testing uses the XStress3000 surface stress tester. The comparison results of the processing stresses of different abrasive wheels are shown in Figure 2. The two-way processing stresses on the grinding surfaces of the three types of grinding wheels are compressive stresses, and the axial processing stress is greater to the circumferential processing constraint. In terms of overall comparison, the SA grinding wheel has a slightly better effect, the WA effect is in the middle, and the SG grinding wheel is slightly inferior.

Figure 2 Comparison of processing stresses of different abrasive wheels
2.2 Grinding wheel particle size comparison
Four types of grinding wheels with SA 46#, 60#, 70# and 80# abrasives were selected to carry out comparative tests under the same grinding parameters. The grinding process parameters are shown in Table 2.
Table 2 Particle Size Comparison Test Grinding Parameters

The comparison results of surface roughness processed by grinding wheels with different particle sizes are shown in Figure 3. By comparison, it can be seen that the 70# grit SA abrasive wheel has the best surface quality.

Figure 3 Comparison of surface roughness processed by grinding wheels with different particle sizes
The processing stress on the surface of the workpiece ground by four types of grain size SA grinding wheels is shown in Figure 4. The stresses are all compressive stresses, and the axial machining stress is greater than the circumferential machining stress . In comparison, the compressive stress value of the workpiece ground by the 70 grit grinding wheel is larger, which is more conducive to improving fatigue resistance. of the workpiece.

Figure 4 Comparison of processing stresses of grinding wheels with different particle sizes
PART 3 Orthogonal testing of grinding process parameters
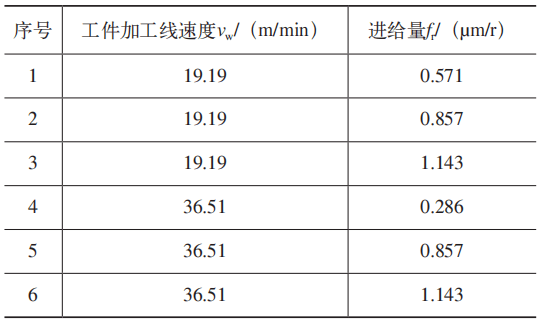
Studying the influence of grinding process parameters on surface roughness and processing stress is beneficial to the optimization of grinding process parameters in actual production, thereby improving the fatigue life of the piece. Using a 70# grain size SA grinding wheel, a total of 16 groups of two-factor, four-level orthogonal tests were designed, in which the error level column was also considered. The process parameters are shown in Table 3.
Table 3 Orthogonal testing process parameters

3.1 Analysis of orthogonal surface roughness test results
First, a range analysis was performed on 16 sets of surface roughness test results (see Table 4). Depending on the size of the range, the order of factors affecting the results can be judged and the trend graph of the test results changing with the value. the level value can also be drawn.
Table 4 Analysis of the range of surface roughness test results

The factor that has the greatest impact on the roughness of the grinding surface is the speed of the workpiece processing line, followed by the feed amount. According to the analysis results, the trend graph of grinding surface roughness can be established (see Figure 5).

a) Effect of part processing line speed on surface roughness

b) Effect of feed quantity on surface roughness
Figure 5 Trend of grinding surface roughness
For the SA grinding wheel of 70# grit, the roughness value of the grinding surface decreases with the increase of the linear speed of workpiece processing and increases with the increase of the feed amount. Range analysis can reflect the order of influence of each factor, but it cannot accurately reflect the importance of each factor. For this reason, the additional analysis of variance is presented in Table 5.
Table 5 Analysis of variance of surface roughness test results

Note: **——Very important.
The F significance test shows that the linear processing speed of the workpiece vw has a very significant impact on the roughness of the grinding surface, while other factors have no significant impact.
3.2 Analysis of orthogonal surface treatment stress test results
The range analysis of surface treatment stress test results is shown in Table 6.
Table 6 Range analysis of surface treatment stress test results

The range analysis shows that the order of primary and secondary influence on the circumferential machining stress is: fr, vw, error level; the order of primary and secondary influence on the axial machining stress: vw, fr, error level. According to the analysis results, the machining stress trend diagram of the grinding surface can be drawn (see Figure 6).

a) Effect of part processing line speed on surface treatment constraints

b) Effect of feed quantity on surface treatment constraints
Figure 6 Grinding surface processing stress trend
The grinding surface processing stress is entirely compressive stress, and the circumferential and axial processing stress change trends are consistent; the surface treatment stress first increases and then decreases with the increase of the linear processing speed of the workpiece, and increases with the increase of the feed quantity. . The analysis of variance is presented in Table 7.
It can be concluded from the results of the analysis that the feed quantity fr has a very significant impact on the circumferential machining stress, that the linear processing speed of the part vw has a significant impact on it and that the The error has a low impact. The linear processing speed of the workpiece vw has a significant impact on the axial processing stress, which can be focused on during actual processing.
Table 7 Analysis of variance of surface treatment stress test results

Note: *——significant; **——very significant.
PART 4Conclusion
The effects of grinding wheel abrasives, particle size and grinding process parameters on surface roughness and processing stresses were investigated experimentally and the following conclusions were drawn.
1) For EA4T axles, grinding with a grinding wheel with SA abrasive size of 70# can achieve better surface quality and greater processing stress.
2) The linear processing speed of the workpiece vw has a very significant impact on the roughness of the grinding surface. The feed amount fr has a very significant impact on the circumferential machining stress, the linear processing speed of the workpiece vw has a significant impact on it, and the error has little impact. The linear processing speed of the workpiece vw has a significant impact on the axial processing stress.
Based on the above conclusions, the primary and secondary order and influence rules of process parameters are summarized, and the influence significance of various factors is analyzed, which has certain guiding significance for the actual treatment.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















