We know the most important properties of cutting fluids: cooling, lubrication, rust prevention, cleaning, etc. These properties are obtained using additives with different functions. Some have a lubricating effect, some have an anti-rust effect and others have an anti-rust effect. bactericidal and inhibitory effect. Bacteria, and some act as a foam eliminator (without an antifoam, your machine tool can take a bubble bath every day). There are other additives, but I will not present them one by one here.
Unfortunately, although the above additives are very important, many of them are oil phase and have very poor conditions. Some are incompatible with each other and some are insoluble in water. Newly purchased cutting fluid is a concentrated liquid and must be mixed with water before use.
Therefore, we would like to introduce the following additives in particular. Without them, it is difficult for the emulsion-type concentrate to emulsify with water into a stable cutting fluid, and all the properties of the cutting fluid will become clouds. “emulsifier”. The function of an emulsifier is to make “miscible” ingredients that are insoluble in each other or in water such as milk. Various additives are evenly and stably distributed in the cutting fluid, forming a cutting fluid we need that can be arbitrarily diluted.
Next, let’s talk about machine tool guide rail oil. The guide rail oil should also have good lubrication performance, anti-rust performance and anti-wear performance (that is, the performance of the lubricating oil film against crushing and crushing under heavy conditions). load), and there is another very important point: the most important performance is the anti-emulsification performance. We know that there are emulsifiers in cutting fluids to completely emulsify various ingredients.
Here is the question we are going to discuss today, one is emulsification and the other is anti-emulsification. When the cutting fluid meets the guide rail oil, the active ingredients in the guide rail oil are emulsified by the emulsifier present in the cutting fluid. Your guide rail faces the “three no” state: no protection, no lubrication, and no protection. rust. What to do? By the way, the emulsifier present in the cutting fluid has a certain negative effect not only on the guide rail oil, but also on other machine tool oils, such as hydraulic oil, and even on the painted surface. The wear, rust, loss of precision and even damage of many machine tools have the shadow of an emulsifier behind them.
If the working environment of your machine tool guide rail is airtight, you do not need to read the following content. But to the publisher’s knowledge, 99% of machine tools fail to completely seal the guide rails. Therefore, you should read the following content carefully and forward it to relevant friends. They will definitely thank you very much.
In modern machine shops, the choice of guide oil is crucial. Guide oil can affect the machining accuracy and life of metalworking fluid, and in turn directly affect the production efficiency of machine tools. The ideal guide oil should not only have excellent friction control, but also maintain excellent separability with water-soluble cutting fluids commonly used in metal processing. If the selected guide oil and cutting fluid cannot be completely separated, the guide oil will emulsify or the performance of the cutting fluid will deteriorate. These are two major causes of guide rail corrosion and poor guide lubrication in modern machine tools.
In machining, when the guide oil meets the cutting fluid, there is only one mission: to keep them away!
Therefore, when selecting guide oil and cutting fluid, the separability of the two should be effectively evaluated and tested. Properly evaluating and measuring the separability of the two can avoid losses during the processing process itself, which undoubtedly plays a decisive role in the precise operation of mechanical processing equipment.
The editor specially introduces six simple and practical methods: one tip for detecting, two tips for inspecting and three tips for maintaining, which can help to easily solve the problem of separation of guide oil and cutting fluid:
A tip for identifying: symptoms caused by poor separation performance
If the rail oil becomes emulsified and fails, your machine tool may experience the following problems:
·The lubricating effect is reduced and friction is increased
· May result in higher energy consumption
·The material surface or covering material in contact with the guide rail is worn
·Machines and parts are subject to corrosion
Or your cutting fluid is contaminated with guide oil, and some problems may arise, such as:
·Cutting fluid changes concentration and performance becomes difficult to control
·The lubrication effect becomes worse, the tool wear is significant, and the quality of the machined surface deteriorates.
·The risk of bacteria multiplying and producing odors increases
· Reduce the PH value of the cutting fluid, which may cause corrosion.
·There is too much foam in the cutting fluid
Two-step test: quickly identify the separability of guide oil and cutting fluid
Cutting fluids contaminated with lubricants are costly to dispose of. It is therefore better to nip the problem in the bud rather than repair the damage after symptoms appear. Machining companies can quickly determine the separability of selected rail oils and cutting fluids with two simple standard tests.
TOYODA anti-emulsification test
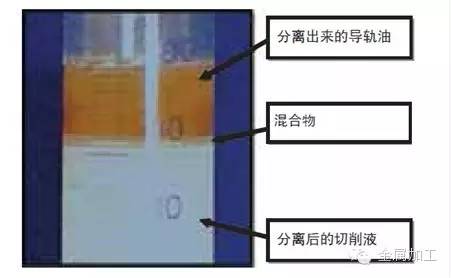
The TOYODA test simulates the phenomenon of oil contamination of the cutting fluid guide rail. During the test, 90ml of cutting fluid and 10ml of rail oil were injected into the container, stirred vertically for 15 seconds, and then the conditions of the liquid in the container were observed for 16 hours, and the contents liquid at the top, middle and bottom of the container were measured. Solvents (in milliliters): separated rail oil (top), “blend” and separated cutting fluid (bottom).
If the recorded test result is 90/0/10 (90ml cutting fluid, 0ml mixture, 10ml guide oil), this indicates that the oil and cutting fluid are “completely separated” if the result is 98/2/0; (98ml cutting fluid, 2ml mixing, 0ml guide oil), which means that an emulsification reaction occurs and the cutting fluid and guide oil are not well separated.
SKC Cutting Fluid Separability Test
This test simulates the phenomenon of water-soluble cutting fluid contaminating the guide oil. Mix the guide oil with various conventional cutting fluids in a ratio of 80/20, 8 ml of guide oil and 2 ml of cutting fluid. The mixture was stirred at 1500 rpm for 1 minute and the condition of the mixture was visually inspected after 1 hour, 1 day and 7 days. The condition of the mixture is rated on a scale of 1 to 6 based on the following criteria:
1=completely separated
2=Partially separated
3=oil+intermediate mixture
4=Oil + intermediate mixture (+ cutting fluid)
5=Intermediate mixture + cutting fluid
6=All intermediate mixtures

Experiments have shown that using cutting fluid and guide rail lubricant from the same supplier can help achieve better separation between the two. Taking the actual product as an example, when Mobil Vectra™ Digital Series Guide Rail and Slide Lubricant and Mobil Mobilcut™ Series Water Soluble Cutting Fluid are mixed with an oil/cutting fluid ratio of 80/20 and 10/90 respectively, the above After two tests, it was found that: The Mobil Vectra™ Digital series can easily separate from the cutting fluid; Mobil Vectra™ cutting fluid leaves a layer of lubricating oil on top, making it easier to remove the oil, and only a very small amount of mixture appears (ExxonMobil R&D data). and engineering companies).

Pictured: Mobil Vectra™ Digital Series Guide and Slide Lubricants clearly have better cutting fluid separation properties, producing only a very small amount of mixture.[(上图)80/20油/切削液比例;(下图)10/90油/切削液比例]
Three tips for maintenance: the key to ensuring efficient operation of the production workshop
Of course, determining the separation of guide oil and cutting fluid does not mean once and for all. During equipment operation, many uncontrollable factors still affect the performance of guide oil and cutting fluid, and these cannot be ignored. Routine maintenance and maintenance work is also one of the key factors to ensure efficient operation of the workshop.
Proper maintenance: In addition to guide oil, other machine tool lubricants, such as hydraulic oil, gear oil, etc., can also cause pollution. Therefore, regular maintenance is essential to avoid contamination caused by contact of the cutting fluid with different machine tool oils, prevent the growth of anaerobic bacteria in the cutting fluid, thereby maintaining the good performance of the cutting fluid, extending its lifespan, and reducing the generation of odors.
· Monitoring cutting fluid performance: Use a refractometer to regularly monitor the cutting fluid concentration. Under normal circumstances, a distinct thin line will appear on the refractometer. However, if the cutting fluid contains more emulsified rail oil, the fine lines of the refractometer will become blurred, which means that the floating oil content is relatively high. Alternatively, the concentration of the cutting fluid can be measured by titration and then compared to the concentration of the fresh cutting fluid to determine the degree of emulsification of the floating oil.
Elimination of floating oil: Many modern machine tools are equipped with automatic floating oil separators, or a floating oil separator can be added to the equipment separately. In large systems, filters and centrifuges are typically used to remove floating oils and other contaminants. Additionally, the oil slick can also be removed manually using tools such as industrial vacuum cleaners.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















