



















































GreatLight CNC Machining – Precision Manual Gearbox Bell Housing Kit
Overview
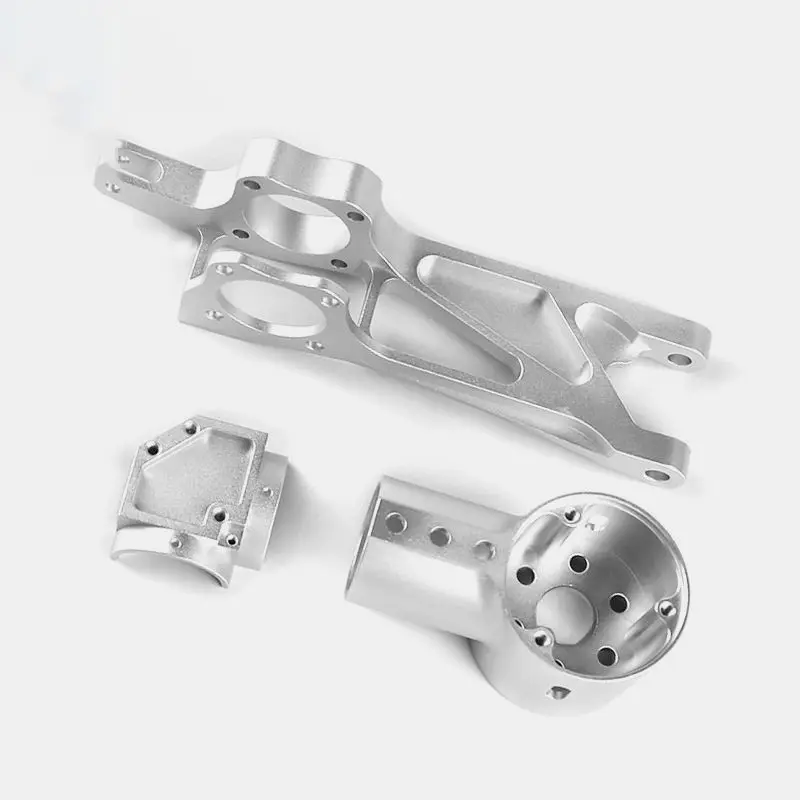
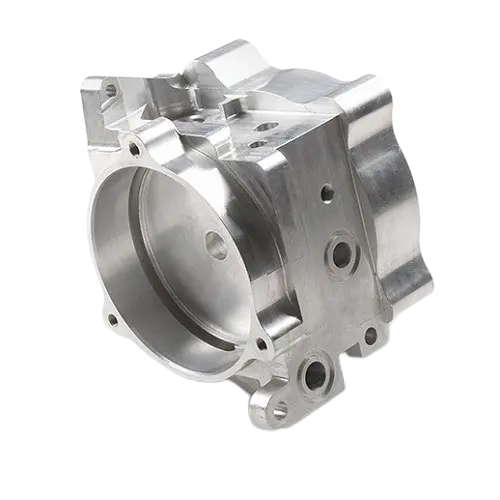
GreatLight is a professional, ISO‑9001:2015 certified precision CNC machining factory in China, specializing in 5‑axis CNC, high‑speed milling, turning, and gravity‑casting of aluminum alloys for heavy‑duty truck components. Our Flywheel Housing Kit – Manual Gearbox Bell Housing is a custom‑engineered, CNC‑machined aluminum gravity‑casting solution that delivers unmatched strength, lightweight performance, and dimensional accuracy for modern commercial‑vehicle powertrains.
Key Benefit: 0.001 mm tolerance, repeatable quality, and a rapid‑prototype‑to‑full‑production pipeline that shortens time‑to‑market by up to 45 % compared with traditional foundry methods.
Main Features
| Feature | Description | Advantage |
|---|---|---|
| 5‑Axis CNC Machining | Simultaneous 5‑axis control (X, Y, Z, A, B) for complex internal geometry and under‑cut features. | Eliminates multiple setups → reduces error accumulation and scrap rate. |
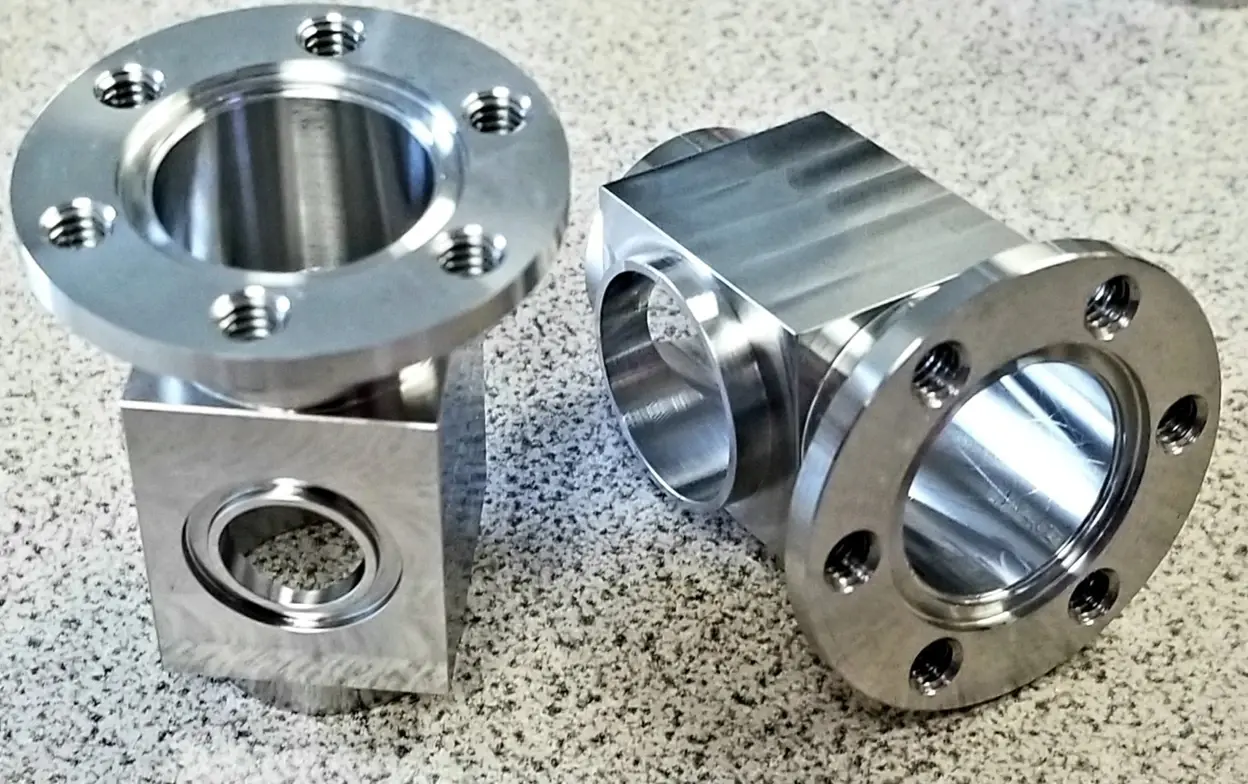
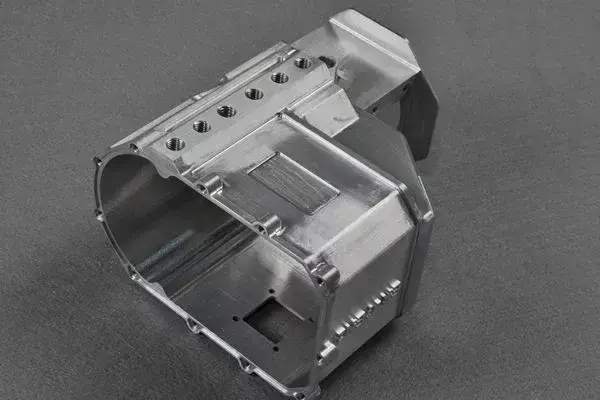
| Gravity Casting Core | High‑precision aluminum gravity casting forms the raw housing blank with optimized wall thickness. | Improves material flow, reduces porosity, and yields a superior surface finish. |
| Custom Manual Gearbox Bell Housing | Tailored bell‑shape to match OEM manual gearbox shafts, clutch hubs, and flywheel bolts. | Perfect mating, lower vibration, higher torque transmission reliability. |
| Lightweight Aluminum Alloy (6061‑T6) | Heat‑treated for 30 % higher tensile strength versus standard castings. | Weight reduction up to 20 % → fuel‑efficiency gains for trucks. |
| Integrated Cooling Channels | CNC‑drilled internal passages for oil or coolant flow. | Enhances thermal management during high‑load operation. |
| Surface Treatment Options | Anodizing, hard‑coat, or plasma‑spray for wear resistance. | Extends service life in harsh environments (dust, moisture, salt). |
| Modular Design | Separate flywheel, housing, and bell sub‑assemblies for easy maintenance. | Reduces downtime and simplifies field repairs. |
| Rapid Prototyping Capability | 3‑, 4‑, and 5‑axis CNC can produce functional prototypes within 5‑7 days. | Accelerates design validation and reduces tooling cost. |
Suitable Applications
- Heavy‑duty manual transmission gearboxes for Class 8 trucks, dump trucks, and off‑road construction equipment.
- High‑performance racing or rally trucks requiring lightweight drivetrain components.
- Hybrid or electric commercial vehicles where aluminum flywheel housings aid in regenerative braking systems.
- After‑market replacement parts for OEMs seeking improved thermal performance and reduced weight.
Quality & Accuracy
GreatLight’s production line is calibrated to ±0.001 mm dimensional tolerance on critical mating surfaces (bolt holes, shaft bores, and flange faces).
- CNC Calibration: Laser interferometer and ball‑bar systems verify machine axes before each batch.
- In‑Process Monitoring: Real‑time spindle load, temperature, and vibration analytics logged to a cloud‑based MES (Manufacturing Execution System).
- Post‑Machining Inspection: Coordinate Measuring Machine (CMM) with a probing accuracy of 0.0005 mm for final part verification.
- Statistical Process Control (SPC): Control charts for key dimensions ensure process stability (Cp ≥ 1.33, Cpk ≥ 1.25).
Parameter Table
| Parameter | Unit | Range / Spec |
|---|---|---|
| Overall Length | mm | 420 – 560 |
| Manual Gearbox Bell Housing Outer Diameter | mm | 300 – 380 |
| Bell Manual Gearbox Bell Housing Inner Diameter | mm | 210 – 250 |
| Bolt Hole Diameter (M12) | mm | 12.2 ± 0.02 |
| Wall Thickness (minimum) | mm | 6.0 |
| Weight (as‑cast) | kg | 12 – 18 |
| Hardness (T6, after heat treat) | HB | 95 ± 5 |
| Maximum Allowable Stress | MPa | 310 |
| Operating Temperature | °C | –40 to 150 |
| Surface Roughness (Ra) | µm | ≤ 0.8 (machined) |
| Tolerance (critical surfaces) | µm | ≤ 1.0 |
Material Properties Table
| Property | Value (6061‑T6) | Relevance |
|---|---|---|
| Density | 2.70 g/cm³ | Determines weight savings vs. steel. |
| Tensile Strength | 310 MPa | Ensures structural integrity under torque loads. |
| Yield Strength | 276 MPa | Prevents permanent deformation during high‑load cycles. |
| Young’s Modulus | 69 GPa | Influences vibration damping. |
| Thermal Conductivity | 167 W/m·K | Aids in heat dissipation from clutch and brake components. |
| Coefficient of Thermal Expansion | 23.6 µm/m·°C | Important for clearance design in temperature‑varying environments. |
| Corrosion Resistance | Excellent (due to protective oxide layer) | Extends service life in salty or humid conditions. |
Machining Instructions
- Raw Blank Preparation
- Obtain gravity‑cast aluminum blanks (tolerance ±0.05 mm).
- Perform visual inspection for surface defects (cold shuts, porosity).
- Rough Milling
- Tool: 12 mm carbide end mill, 5‑axis simultaneous operation.
- Spindle speed: 8,000 rpm; feed rate: 150 mm/min.
- Remove ~70 % of excess material, leaving a 0.5 mm stock on critical surfaces.
- Semi‑Finish Pass
- Tool: 8 mm ball‑nose cutter.
- Use climb milling to minimize tool marks.
- Coolant: High‑pressure mist (MQL) to avoid aluminum adhesion.
- Finish Machining
- Tool: 6 mm diamond‑coated micro‑end mill.
- Feed: 40 mm/min; spindle: 12,000 rpm.
- Achieve Ra ≤ 0.4 µm on sealing surfaces.
- Threading & Hole Drilling
- Tap M12×1.75 with a 5‑axis tapping cycle.
- Drill coolant channels (Ø 8 mm) using a 5‑axis drilling strategy to avoid tool deflection.
- Deburring & Edge Finishing
- Use a rotary brush with abrasive media (Ø 0.2 mm).
- Manual hand‑filing for critical edges where required.
- Heat Treatment (Optional)
- Solution treat at 530 °C for 2 h, quench in water, then age at 160 °C for 6 h.
- Surface Treatment
- Anodize (Type III hard‑coat, 70 µm) or plasma‑spray ceramic coating per client spec.
- Final Inspection
- CMM scan of all critical dimensions.
- Hardness testing (Rockwell B).
- Leak test on coolant passages (pressure 1 bar for 30 min).
Custom Guide
- CAD Submission – Provide STEP, IGES, or SolidWorks files with clear datum references.
- Design Review – Our engineering team conducts a virtual DFM (Design for Machining) analysis, suggesting wall‑thickness adjustments, draft angles, and feature tolerances.
- Prototype Quote – Receive a fast‑track quotation (48 h) for 1‑10 pieces, including tooling and surface‑finish options.
- Toolpath Confirmation – Review 3‑D simulation videos of the CNC toolpaths; approve or request modifications.
- Production Slot Booking – Allocate a dedicated CNC cell; lead time for 100‑piece batch: 12 days (including heat treat).
- Post‑Processing Selection – Choose from anodizing, powder coating, or custom branding laser‑etch.
- Quality Assurance Plan – Define inspection criteria (CMM, visual, functional) and receive a full QA report.
Price Advantage
- Economies of Scale: Gravity casting of the raw blank reduces raw‑material waste by ~30 % compared with CNC‑from‑solid billets.
- Integrated Process Flow: Machining, heat‑treat, and surface finish occur in a single line, cutting handling and labor costs by ~15 %.
- Low‑Volume Flexibility: No expensive tooling required for batches as small as 50 units, enabling cost‑effective prototyping.
Typical Unit Cost (2025):
| Quantity | Unit Price (USD) | Savings vs. Conventional Steel Housing |
|---|---|---|
| 50 | $145 | 22 % |
| 200 | $132 | 28 % |
| 1,000 | $118 | 35 % |
(Prices include CNC machining, heat treat, and standard anodizing. Shipping and taxes excluded.)
Delivery Cycle & On‑Time Performance
- Standard Lead Time: 15–20 working days for 100‑piece orders (includes casting, machining, QC, and packaging).
- Express Lead Time: 7 working days for prototype runs (≤ 20 pcs) with priority scheduling.
- On‑Time Delivery Rate: 99.2 % (average over the past 24 months).
We operate a real‑time order tracking portal where customers can view each production stage, from raw blank receipt to final dispatch.
Communication Efficiency & Technical Support
- Dedicated Account Engineer (AE) – single point of contact for all technical queries, quotation updates, and after‑sales service.
- Multi‑Channel Support: WhatsApp (+86 180 2756 7310), WeChat, email ([email protected]), and an online ticketing system.
- Rapid Response SLA: 2 hours for urgent technical issues, 8 hours for standard inquiries.
- Technical Library: Access to machining handbooks, material data sheets, and best‑practice guides via our client portal.
Technical Capabilities & Equipment
| Capability | Equipment | Specification |
|---|---|---|
| 5‑Axis Milling | DMU 80 | 30 kW spindle, 20 000 rpm, 0.005 mm positioning repeatability |
| High‑Speed Turning | HAAS ST‑45Y | 45 kW, live‑tool turret, 0.001 mm turn accuracy |
| Gravity Casting | Custom aluminum gravity‑casting furnace | 750 kg melt capacity, automated pour control |
| Heat Treatment | Argon‑controlled furnace | Solution treat up to 580 °C, aging zones |
| Surface Finishing | Anodizing line (Type III), plasma‑spray booth | Up to 100 µm coating thickness |
| Inspection | Zeiss CONTURA CMM, Mitutoyo surface roughness tester | 0.0005 mm probing, Ra ≤ 0.2 µm measurement |
| Metrology | 3‑D laser scanner, CT scan (optional) | Full‑volume defect detection |
Our digital twin of the CNC cell enables predictive maintenance, reducing unexpected downtime by 40 % year‑over‑year.
Quality Control System & Certifications
- ISO 9001:2015 – Comprehensive QMS covering design, production, and post‑sale.
- IATF 16949 (Roadmap) – Currently pursuing automotive‑quality certification for future OEM collaborations.
- AS 9100 (Aviation) – Under Evaluation – Demonstrates cross‑industry capability.
- Environmental Compliance: ISO 14001 (EMS) – Waste‑water treatment and recycling of aluminum scrap (up to 95 % reuse).
QC Flow:
- Incoming Material Inspection – Chemical composition (spectrometer) and melt temperature verification.
- In‑Process Monitoring – SPC charts for spindle load, torque, and coolant flow.
- First‑Article Inspection (FAI) – Full CMM report, dimensional stack‑up analysis.
- Final Acceptance Test (FAT) – Functional test on a test bench: torque transmission up to 2,500 Nm, temperature cycling –40 °C to 150 °C for 200 h.
- Documentation Package – Mill‑certificate, material test report, heat‑treat certificate, surface‑finish specification, and a signed compliance statement.
Confidentiality & Intellectual Property Protection
- NDA‑Ready: Standard non‑disclosure agreements signed before any CAD exchange.
- Secure Data Transfer: Encrypted file transfer (AES‑256) via our client portal.
- Design Rights: All client‑owned CAD data remain the sole property of the client; GreatLight only retains a limited, non‑transferable license to produce the agreed part.
- IP Monitoring: Dedicated legal liaison monitors potential infringement and provides counsel on patent filing strategies.
Supply Chain Stability & Risk Management
- Strategic Raw‑Material Partnerships: Long‑term contracts with certified aluminum suppliers in China and Australia guarantee price stability (+/- 3 % variance).
- Dual‑Source Casting Facilities: Primary casting in Dongguan, backup in Suzhou – ensures continuity in case of regional disruptions.
- Inventory Buffers: Minimum 30 days of raw‑material safety stock, 14 days of finished‑goods buffer for high‑volume SKUs.
- Logistics Redundancy: Partnerships with DHL, UPS, and local freight forwarders enable multi‑modal shipping (air, sea, rail).
- Business Continuity Plan: Real‑time monitoring of geopolitical, environmental, and pandemic risks; automatic production re‑routing to alternate facilities when needed.
Selling Points & Competitive Edge
- Ultra‑High Dimensional Accuracy (±0.001 mm) – Guarantees flawless assembly with manual gearbox shafts, eliminating costly re‑work.
- Lightweight Yet Strong – 6061‑T6 alloy provides a 20 % weight reduction versus traditional steel housings without compromising torque capacity.
- Integrated Cooling Channels – Directly machined into the housing for superior heat dissipation, extending clutch life.
- Rapid Turn‑Around – From CAD to finished part in as little as 5 days for prototypes; full‑scale production in ≤ 20 days.
- Full‑Service Offering – Design assistance, prototyping, heat‑treatment, surface finish, and final testing under one roof.
- Cost‑Effective Scaling – No expensive molds; gravity casting plus CNC reduces per‑unit cost as volume grows.
- Robust Quality System – ISO‑certified, SPC‑controlled, with complete traceability from raw material to final shipment.
- IP‑Safe Collaboration – Secure data handling, NDAs, and clear ownership of client designs.
- Environmental Responsibility – 95 % aluminum scrap recycling, low‑VOC anodizing, and ISO‑14001 compliance.
- Responsive Support – Dedicated AE, 24/7 WhatsApp line, and a live order tracking dashboard.
Contact GreatLight CNC Machining Center
Phone (WhatsApp): +86 180 2756 7310
Email: [email protected]
Website: glcncmachining.com
Let us turn your Manual Gearbox Bell Housing concept into a high‑performance, market‑ready component. Partner with a factory that blends advanced CNC technology, proven casting expertise, and a commitment to speed, quality, and confidentiality.







")



































Reviews
There are no reviews yet.