The equipment is a mechanical part that can correspond to each other, and the transmission of equipment can fulfill the functions of deceleration, growth and change. It is extremely widely used in mechanical transmission and the entire mechanical field. Today, equipment treatment technology is summarized and summarized.
01 Function and structure of the equipment
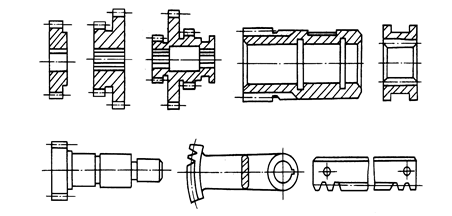
Although the gears are designed as different shapes and sizes because they have different functions in the machines, they can always be divided into two parts: gears and wheels. The common cylindrical gears include the following categories (below): disc gear, sleeve gear, interior gear, tree equipment, fan-shaped gear and bars. Among them, disk equipment applications are the most used.
Structural form of cylindrical equipment
Cylindrical equipment can have one or more equipment. Ordinary single -engine gears have good treatment; Small equipment of two or three units gears is often affected by the shoulder, which limits the use of certain machining methods and generally can only use teeth. If the precision requirements of the gear are high, when shaving or grinding teeth, the multi-pole gear is generally transformed into a combined structure of a single gear.
02 The precision requirements of cylindrical gears
The manufacturing precision of the equipment itself has a great impact on working performance, the load capacity and the lifespan of the whole machine. Depending on the conditions of the equipment, the following requirements are offered to the transmission of the equipment:
1. Sports precision
The equipment is necessary to accurately transmit the movement, and the transmission is constant, that is to say that the gear must be in a turn and the angle error does not exceed a certain beach.
2. Work smooth
The movement of transmission of the gear is stable and the impact, the vibrations and the noise must be weak. This requires that the change in instant speed report when the rotation of the gear is turned is low, that is to say that the angle error in the short cycle must be limited.
3. Contact precision
When the equipment transmits the power, so as not to cause too much contact constraint due to the unequal distribution of the load, causes premature wear on the surface of the tooth.
4. Dental side gap
When the transmission of gears is necessary, there is a certain difference between non -working dental surfaces to store lubrication oil to compensate for certain errors during size changes and treatment and assembly due to temperature and elastic deformation.
03 Speed material
The equipment must be selected according to the working conditions used. The selection of equipment materials has a direct impact on treatment performance and the lifespan of the equipment.
Generally, gear (like 45 steel) and steel with low, medium, medium, medium, such as 20CR, 40CR, 20CRMNTI, etc. For significant gears that require higher gears, a 38crmola nitrogen stole can be used.
04 Equipment heat treatment
Two heat treatment processes are organized according to different equipment treatment purposes:
1. Roaring heat treatment
Organize the pre-edition or the adjustment before and after the treatment of the dental explosion.
2. Thermal treatment of the surface of the teeth
After the tooth -shaped treatment, in order to improve resistance to hardness and wear on the surface of the teeth, fuel caliber, high induction heating, penetration of carbon nitrogen and possibilities of nitrogen are often carried out.
05 Gear
The rough forms of equipment are mainly bar materials, forges and molded parts. Baseball is used for small size, the simple structure and low -resistance low gears. When the gear requires high resistance, abrasion resistance and impact resistance, the forge is more forged and the gears with a diameter of 400 to 600 mm are often thrown empty.
In order to reduce the amount of mechanical treatment, large and low precision gears can throw the wheel teeth directly; and other new ones can be used.
06 Selecting mechanical treatment diagrams for teeth
For axis and sleeves teeth billets, the processing process is similar to the axis and general sleeves. The process of processing dental explosion depends on the structure and type of production of the equipment.
1. Large -scale production of dental explosion treatment
When a large number of medium -sized teeth are processed, the process of “drilling one more knife” is mainly adopted.
(1) Drilling or expansion of the positioning of the rough external circle and the final face.
(2) Kong.
(3) Point with holes on multiple and semi-automatic towers, a rough round car, a final surface, a slit and a chamfer, etc.
This process plan is high in production because high efficiency machine tools can form a mounting chain or automatic line.
2. Lot of dental dental billet processing
When you make a lot of dental billets, the process plan for “a car, one, a car” is often used
(1) Positioning with the external circle or the round of the teeth, the external circular, the end and the holes.
(2) The pores supported for the end of the end (or the flower touches).
(3) Power the external circular and terminal surface of the concentration vehicle with holes.
This diagram can be implemented by a bed at bedtime or a lathe and a bed. It is characterized by a quality of stable treatment and high production efficiency.
When there are steps or sinks in dental holes, you can fully use the multiple knife on the tour of the tour for multi-stations treatment, and complete the treatment of the dental explosion on the tower.
07 Wheel teeth treatment method
The treatment of the gear’s teeth is the heart of the whole treatment of gears. There are many procedures for the processing of equipment.
Depending on the treatment principle, the form of tooth can be divided into training method and exposure training method. The training method is the dental surface cutting method with a training tool that is consistent with the form of the gluten tooth, such as milling, teeth shooting and grinding teeth.
The exposure method is the method of exercising the surface of the tooth and of cutting the surface of the tooth as a function of the mesh relationship between the equipment of the equipment and the part.
The choice of tooth -shaped treatment scheme mainly depends on the level of precision, the structural form, the type of production and the production conditions of the equipment.
(1) 8th year precision below the equipment
Getting gears can meet requirements with rolling teeth or teeth. For hard equipment, you can use: roll (insert) treatment diagram for holes of teeth treatment of the teeth (insert). However, the accuracy of the treatment of the dental form before the caliber should be increased by level.
(2) Large precise of 6 grade 7
For Dur -Dur equipment: Rubress rolling teeth – fine rolling teeth – Treatment of the end of the teeth – fine shaving – surface extinction – correction benchmark – 珩 teeth.
(3) 5th year precision above the gears
Use generally: roller roller teeth – fine rolling teeth – Treatment of the end of the teeth – Queenching – correction benchmark – Ruggly grinding teeth – fine grinding teeth. The grinding of teeth is currently the highest accuracy and minimum surface roughness value in the shape of the tooth, and maximum accuracy can reach 3 ~ 4.
1. D of milling teeth
Equipment level level: level 9 below
Roughness of the RA dental surface: 6.3 ~ 3.2 μm
Scope of the application: in the production of one part repairing, low -cost external cylindrical gears, bars, cone gears, green wheels and glass wheels
2. Put your teeth
Equipment level level: level 7
Roiled rough teeth: 1.6 ~ 0.4 μm
Scope of the application: large quantitative production of internal level 7 gears, the traction knife for external gears is complicated, so it is less used
3. tooth
Equipment level level: level 8 ~ 7
Roiled rough teeth: 3.2 ~ 1.6 μm
Scope of the application: in various production batches, treatment of cylindrical and external green wheels of medium and quality
4. TOTES
Equipment level level: level 8 ~ 7
Roiled rough teeth: 1.6 μm
Scope of the application: in various mass productions, interior and external cylindrical gears, multi-connected gears and small gears of treatment in the processing process
5. Roll (or insert) the teeth – 珩 珩 teeth
Equipment level level: level 8 ~ 7
Rough teeth ragious: 0.8 ~ 0.4 μm
Application of the application: equipment for the caliber
6. Gets decried teeth
Equipment level level: level 7 ~ 6
Rough teeth ragious: 0.8 ~ 0.4 μm
Scope of the application: mainly used for mass production
7. Teeth – Dettus shaving – Extinction – 珩 Teeth
Equipment level level: level 7 ~ 6
Rough teeth RA RUGUEUX: 0.4 ~ 0.2 μm
Scope of the application: mainly used for mass production
8. Roll (insertion) sleeping toothpicks
Equipment level level: level 6 ~ 3
Rough teeth RA RUGUEUX: 0.4 ~ 0.2 μm
Scope of the application: the treatment of the teeth of the equipment with high provision, a low productivity, a high cost
9. Roll (insertion) of rewarding teeth
Equipment level level: level 6 ~ 3
Rough teeth RA RUGUEUX: 0.4 ~ 0.2 μm
Scope of the application: the treatment of the teeth of the equipment with high provision, a low productivity, a high cost
08 Dental treatment
The dental end of the gear is treated with round edges, tips, verses and burrs, etc., illustrated in the figure below. After turning around and pointing, the equipment is easy to get stuck when the equipment is changed to reduce the impact. The reverse edge can remove the tip and burrs at the end of the tooth.

A) falling b) Poly c) pour the edge of the edge
The figure below is a diagram of a circular treatment of the tooth with a finger type millingr. When the ball is reversed, the millingr turns at high speed and swings along the arc. Striker. The final treatment of the tooth should be carried out before the soil of the equipment, generally after the rolling of the teeth (inserted), and the end treatment of the tooth is arranged before shaving.

Finish upside down
09 Real cylindrical equipment processing process

High precision equipment
1.
2. Positive hot treatment
3. The shape of the rough car, the amount of treatment of each place is 2 mm
Positioning benchmark: Outdoor circle and final surface
4. Everbright, the inner hole at φ84.8h7, the total length of the total length is 0.2 mm, the rest is the size
Positioning benchmark: Outdoor circle and final surface
5.
6. Roll the surface of the teeth, leave the amount of dental margin 0.25 ~ 0.3 mm
Positioning benchmark: interior holes and final surface has
7. Fusion angle
Positioning benchmark: interior holes and final surface has
8. Dats to go to Burrs
9. High frequency extinction HRC52
10
Positioning benchmark: interior holes and final surface has
11
Positioning benchmark: inner hole
12. Grink B side to the chief
Positioning benchmark: final surface A
13. Gliphole at φ85h5
Positioning benchmark: interior holes and final surface has
14. Foot surface grinding
Positioning benchmark: interior holes and final surface has
15.
10 Analysis of the equipment processing process process
1. Selection of the positioning reference
The choice of the positioning reference of the material is often different due to the structure and the shape of the equipment. The tree equipment is mainly used for the upper positioning and the cone blocks when the opening is large. The higher positioning has high precision and can be unified. With a hole gear, the two following positioning and tightening methods are often used on the dental surface of the treatment tooth.
(1) Place the positioning of the final surface of the positioning. This method can re-coincide the positioning reference index, the design reference, the assembly reference and the measurement reference, a high positioning precision adapted to mass production. However, the precision of the luminaire is high.
(2) The coordination of the exterior circle and the final-facial positioning piece and the luminaire heart shaft are large, and the outer circle is used to determine the center position, and the positioning of the final face is placed the other end. In this way, as each part must be corrected, the production efficiency is low; Production of single and small lots.
2. Treatment of rough equipment
Roaring treatment of the equipment before the treatment of the surface of the teeth has a very important position during the whole process of processing of gears, because the reference used by the treatment and the teeth tests must be processed at this stage; From the treatment of machinery, they must pay attention to the treatment of rough equipment.
In the technical requirements of the equipment, the size and precision requirements of the cutting -edge circle must be ready for attention, because the detection of the thickness of the teeth is based on the upper tower of the tooth. tooth.
Therefore, the following three problems should be paid in the processing process:
(1) When the diameter of the upper dental circle is used as a measurement reference, the size and precision of the upper circle must be strictly controlled.
(2) Ensure the verticality of the final surface of the positioning and the positioning hole or the external circle
(3) Improve the manufacturing accuracy of the interior holes in the gear and reduce coordination with the luminaire heart shaft
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















