01 core cut
Heart -free cut is also called Dandy -free cut. There are two ways to proactivate processes. When cutting the nucleus, the main cut uses the whole shape to eliminate the whole shape, leaving the appropriate residual quantity to make the repair cut.
If the treatment method without characteristic is not used, the main cut produces very small waste and it is easy to fall into the nozzle. The movement shaft is easily destroyed, and even the location of the shift in the position of the part. Most of the non-ear cutting goals are intended for the treatment of small holes, and some people use cutting methods without characteristics to achieve the goal of unattended machines. The two 2D / 3D paths can be used.
02 Mother Gong model
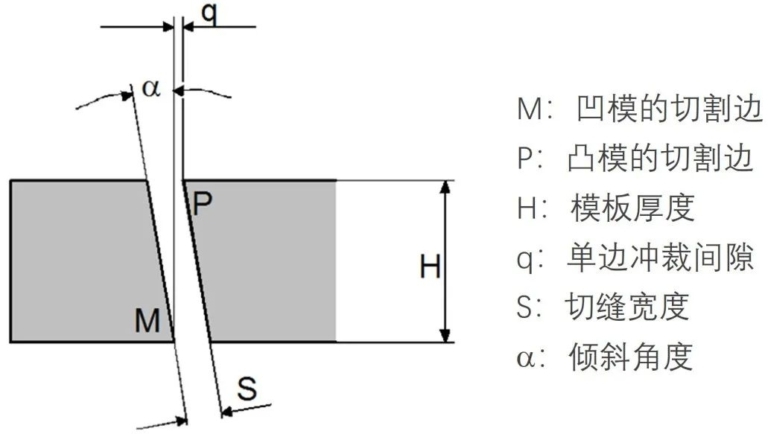
For cutting and treatment of punching and molding molds, if a conical cut is used, the width of the seam is generally larger than the length of tailor, and two materials must be prepared to cut the convex mold ( audience) and concave mussels (mother) separately. If we design an appropriate angle on the model and use the line cutting for pyramidal treatment, we can treat convex molds and concave molds on a model, which can considerably improve production efficiency and reduce costs of Materials.
Depending on the thickness of the product material, the value of the size space can be known and the width of the seam can be calculated as a function of the diameter of the electrode wire and the unilateral discharge deviation, and the thickness of the model is also known. With this data, you can calculate the cutting angle. As indicated, the angle calculation formula is: a = arctg [ (S – q) / H ]
03 Metal treatment
The treatment of the conjunction consists in selecting the offset of the correct electrode wire, the appropriate coordination difference and the sharp corners must be eliminated. The steps of treatment parts are:
1) Convex machining mold. Try a convex mold of 10 mmx10 mm with a standard parameter to measure the size. For example, the shift in the electrode wire is 0.223, 0.164, 134, 0.129 and the size of the measurement is 10.004 mm.
2) Adjust the offset. Since the real convex size is 0.002 mm in size, the electrode wire lag must be adjusted to 0.221, 0.162, 0.132 and 0.127.
3) Calculate the shift of the concave treatment of treatment. The standard concave molds are the same as the electrode wire of the convex mold. But the concave model must remove the unilateral coordination gap. For a slow thread treatment, the generally paired difference is unilateral 0.002 mm and the sliding deviation is unilateral 0.005 mm. For example, if the space between 0.005 mm is 0.005 mm, the shift in the concave mold electrode wire is 0.216, 0.157, 0.127 and 0.122.
4) Combine the mixture mold in the concave mold. Use the slowdown in time to treat the unilateral coordination gaps of 0.005 mm, the cooperation effect will be relatively smooth.
04 linear cut
When a series of column surface convex molds must be used to cut a line, when programming, design these convex mold forms on a model, stay connected to each other and finally separate them, as shown in the figure below. This process is particularly suitable for the long -term continuous cut of small convex models. The use of this process to establish a reasonable classification can not only achieve the aim of saving materials, but also avoid the occurrence of cutting and deformation.

05 Composite cut
The cutting of compounds is a part made up of different materials at the same time. The composite cut is mainly used in the cutting molds of different combinations of materials, the cutting molds of cutting molds of different combinations of materials and the composite cutting materials, as indicated in the figure below. For this type of cut, cutting stability is a problem.

06 Battery Cup
The stacking cut refers to the part of the same number of the same shape and the same material through stacked parts through stacked parts, as indicated in the figure below. This process is used for cutting thin plate parts. Use screws or conductive glue to fix the thin plate together to form an entire block, to ensure the conductivity between each room. In addition, the thickness of the stack should not be too thick.

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















