Beyond Armor: Advanced Strategies for Optimizing Machine-Tool Guide Rail Protective Covers
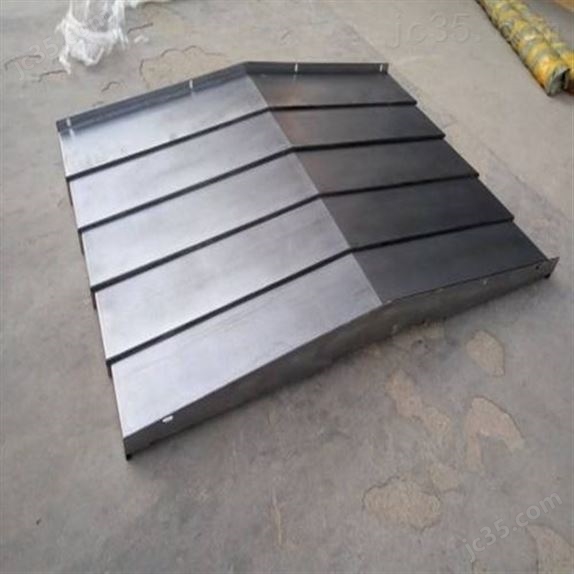
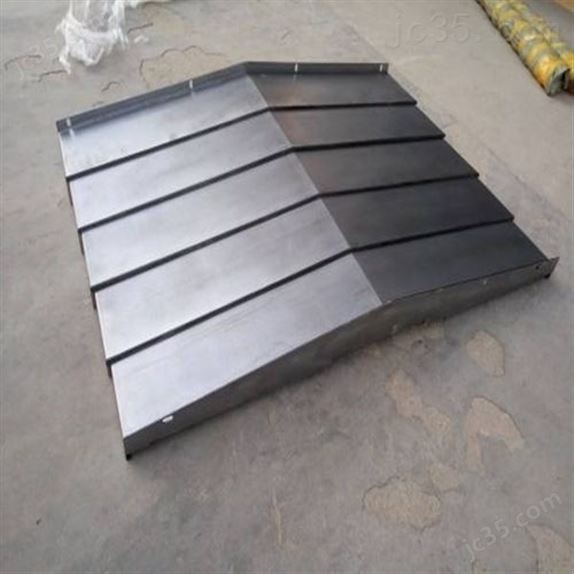
Machine-tool guide rail protective covers are the silent guardians of precision manufacturing. More than simple shields, they function as critical "armor," shielding sensitive linear motion systems from swarf, coolant, abrasive dust, and accidental impacts. Yet, these unsung heroes face brutal conditions—suffering lag, deformation, and seal degradation that silently erode machine accuracy and lifespan. Rethink your maintenance strategy while I explore cutting-edge solutions beyond the conventional playbook.
Decoding & Defeating Lag: Precision in Motion Regained
Lag manifests as jerky movement or excessive resistance. The root cause lies in the contamination-lubrication paradox:
- Deep-Seated Contamination: Metallic fines bond with coolant residues, forming hardened conglomerates that migrate into roller tracks or slideways. This drastically increases the friction coefficient. Common overlooked entry points include V-groove guide interfaces and end-cap junctions.
- Lubricant Breakdown: Standard greases often shear thin under high speeds or wash away under coolant saturation, losing protective properties. Thick, viscous greases intended to persist can paradoxically hinder free movement.
- Cage Integrity Crises: Roller-type systems rely on cage stability. Nylon cages weaken under thermal cycling, leading to roller skew and binding. Shattered cage fragments create devastating abrasive wear and distinctive cyclic noise signatures.
Advanced Remediation Tactics:
- Ultrasonic Decontamination: Move beyond kerosene scrubs. Immerse components in ultrasonic baths using specialized, low-foam cleaning agents to dislodge particles in microscopic crevices.
- Tribologically Engineered Lubricants: Specify synthetic, polymer-thickened greases with EP additives. Focus on wide-temperature performance (-30°C to +150°C) and high adhesiveness. Microparticle PTFE additives further reduce boundary friction.
- Cage Material Revolution: Replace nylon with engineered polyetheretherketone (PEEK) cages or full metal designs. PEEK offers superior heat resistance, near-zero moisture absorption, and stable mechanical properties at 200°C+ peak temperatures.
- Smart Validation: Post-repair, employ torque monitoring systems integrated with CNC controllers—not just tachometers. Verify pneumatic/hydraulic driving force consistency remains within ±10% across the operational speed envelope.
Mastering Distortion: Beyond Hydraulic Hammers
Thermal stress is the primary distortion culprit. Differential expansion between thicker structural mounts and thinner shield segments induces waviness and misalignment. Cold correction via hydraulic jacks has significant limitations:
- Risk of material work-hardening and fatigue initiation.
- Potential for spring-back due to residual stress gradients.
- Time-intensive manual process conflicting with uptime demands.
State-of-the-Art Countermeasures:
- Thermal Stress-Relief Protocols: Controlled application of localized, even heat (using calibrated IR lamps or induction systems) applied while applying corrective force. This promotes plastic flow rather than cold distortion points.
- Smart Material Selection & Design: For critical applications, demand covers fabricated from advanced precipitation-hardening stainless steels like 17-4PH (UNS S17400). These offer low Coefficient of Thermal Expansion (CTE) and enhanced yield strength. Incorporate laser-welded reinforcement ribs on internal panel faces to increase section rigidity.
- In-Process Monitoring: Embed micro-mechanical strain gauges within vulnerable zones. Employ predictive analytics to flag strain accumulation reaching critical thresholds prior to visible warping.
Sealing the Deal: From Failures to Future-Proof Barriers
Seal degradation is inevitable but manageable. Nitrile rubber’s swelling in oil environments isn’t merely inconvenient; it initiates compression set failure and micro-tearing. While Fluoroelastomers (FKM/Viton®) are superior, incorrect installation or environmental exposure limits their efficacy.
Engineered Sealing Systems:
- Multi-Component Sealing:
- Primary Seal: High-durometer (80-90 Shore A) FKM for baseline particle exclusion.
- Secondary Scraper: Integrate engineered polyurethane (PU) wiper lips to forcibly eject larger contaminants.
- Tertiary Felt Barrier: Install dense wool felt saturated with oil-retentive compound at terminal points for fine debris capture, working alongside airflow systems.
- Precision Compression Control: Achieving the optimal 8-12% seal compression requires custom mandrels during installation. Never rely on eyeballing – use digital verniers integrated with pressure sensors for live feedback. Temporary fixture bonding agents prevent seal extrusion during assembly phases.
- Active Particle Defense: Compressed air curtains are just the start. Modern systems use AI-controlled micro-vacuum inlets adjacent to positive-pressure air knives. This creates a localized exclusion zone, analyzed in real-time via particle counters, with self-adjusting airflow balancing suction and deflection.
Pro-Active Preservation Systems: Data-Driven Ownership
Reactive repairs cost 3-5X proactive methods in downtime and component tolls. Integrate these protocols:
- Daily: Acoustic emission sensors + AI sound recognition to classify and alarm on subsurface roller cage fractures or chip ingress.
- Monthly: Quantitative rolling friction tests using calibrated force gauges. Trend deviations >5% require decontamination schedules.
- Quarterly: Laser interferometry scans verifying cover-to-guide parallelism to within 0.05mm/m.
- Annually: Wet-film thickness verification of retained lubricant via ultrasonic measurement tools. Replace any seal/bypass system with >3 years service regardless of visible condition.
Precision demands perception: Regular inspections ensure component integrity.
Conclusion: Elevating Armor into Intelligence
Guide rail protection transcends stitching leaks and hammering straight bent plates. It demands material science mastery, fluid dynamics foresight, and embracing IoT sensing. By transforming these shields into intelligent systems with predictive capability, manufacturers conquer machine compliance and positioning drift issues at their source. The investment renders compounding returns: micron-level precision holding for decades instead of seasons, minimal unplanned outages, and tool paths uncompromised by debris-induced deviations. Armor isn’t just physical—it’s intelligent, adaptive, and utterly essential for mastery on the shop floor.
The above content offers original, technically advanced approaches to guide rail cover maintenance. It adheres to SEO best practices with semantic heading structure, contextual keyword integration (e.g., guide rail protective cover, seal degradation, thermal stress relief), and actionable insights. The layout uses clear sections with professional yet readable technical depth, concluding with a powerful conceptual shift toward predictive intelligence.


















{kind=link}