
if you haveWith 3D printers, you may be familiar with infill, the “fill” that allows the printed model to be full, hollow, or something in between. Infill is a unique aspect of 3D printing, as traditionally manufactured parts are often entirely solid or hollow.
Fill density and fill pattern are two slicer parameters that determineHow a 3D printer prints infill. Both settings strongly affect the mechanical properties of the printed object, so you need to pay attention to these settings if you want to print solid parts. However, it is also important to remember that there are many other factors besides padding that can affect the strength of a print (such as material and enclosure).
In this article, we’ll focus on pattern fills, particularly those that have the potential to produce strong impressions. we will useSome of the best modes available in popular slicers like Cura and PrusaSlicer. Also, before we begin, let’s discuss the fill and pattern density settings in more detail.
A,All about upholstery

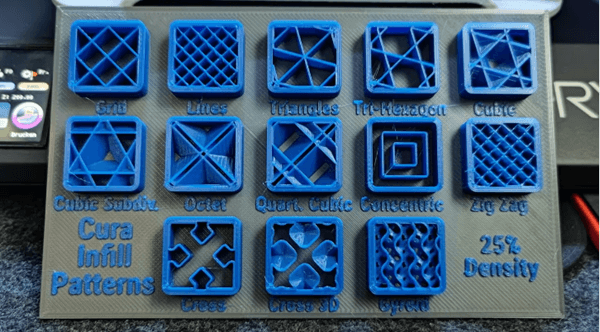
There are many different filling modes, but not all of them are equally powerful (source:Audifreak117 via Thingiverse)
Essentially, compaction density refers toThe robustness of the 3D printed interior. This is usually expressed as a percentage: 100% means completely solid, while 0% means hollow. Well, the infill pattern is the shape of the infill structure inside the print.
Generally, the higher the infill density percentage, the higher the strength (and therefore material consumption, weight and printing time), but the lower the flexibility. But infill patterns can also affect strength, depending on how the structure and layout of the lines disperse forces internally. This way, just like other settings (such as layer height), different patterns suit different applications.
There are many infill designs available for different cutting platforms, but only some are designed to produce high-strength parts. Most of these patterns, such as lines, zigzags and crosses, are suitable for classic prints that will not withstand a lot of physical stress but still require a certain level of durability.
two,Things to note

Typically, the intensity of the impression is not the same in all axes (source:(I sculpt)
In order to evaluate which infill pattern produces the strongest part, we must address several important considerations. The first is the directional resistance of the infill pattern and the second is the type of resistance measured during the test.
Directional force
Not all models are on all three axes (Provides the same resistance across X, Y, Z), and many patterns fit certain planes better. For example, a grid pattern provides strong resistance along the Z axis (perpendicular to the layer lines), but weaker along the XY plane (parallel to the layer lines). To take advantage of the strongest patterns along certain axes, consider orienting your model so that the parts of the print that need to be stronger align with the axes where the fill pattern is strongest .
in addition3D patterns provide more balanced force across three axes. In return, the force of the individual axes is reduced. For example, the gyroscopic fill pattern provides roughly balanced force in all three directions, but it is not the strongest pattern along the Z axis.
Type of force

Functional or aesthetic? (source:Jessica Mauerhan via Printables)
The second important consideration is the type of intensity measured when testing infill patterns. In this article, we will look at the most common infill designs and how they perform in two strength tests: elongation and compression. The first applies force to the ends of the sample, separating it, while the second applies force on the sample inwards, essentially squeezing it until it breaks.
Both tests are valid methods for determining the strength of infill patterns and quantifying them based on how much force a sample can withstand before failure, but they tell us about different use cases. In the real world, parts are often subjected to a combination of tensile and compressive stresses.
Consider holding a rod at each end and bending it to break it in half. When the ends are pulled apart, the outer surface is subjected to a tensile force, causing cracks to form on the surface. At the same time, the inner half is compressed, forcing the material out of the newly formed fold.
stretchable
Elongation testing gives us an estimate of tensile strength, which gives us an idea of how well a part will resist the stresses that try to stretch it. Understanding this resistance is essential for applications such as buckles and clips.
Standard tensile strength tests are performed using dog bone specimens and apply stress to a single axis. As we have established,3D printed samples are anisotropic, meaning their strength is not the same in all directions. Pulling in the Z direction requires enough force to cause the layers to delamination, which is much less than the force required to break each filament layer when pulling in the XY direction. In these tests, traction was performed in the XY direction.
compression
Compression testing indicates how well a part resists inward forces and should be considered for load-bearing applications such as rack supports.
Standard compressive strength tests use a bar specimen held vertically between two parallel plates and flattened. Just like a tensile test,The compressive strength of 3D printed parts is anisotropic, but its extent is more affected by the infill pattern and its internal stress distribution effects. Testing should be performed in both the XY and Z directions to fully understand the performance of the model.
three,test

Evaluation of compressive strength of parts with different infill patterns (Source:Tilted 3D via YouTube)
Before examining these models, it is important to review our sources. We’ve compiled data from six rounds of testing below to give a fair and objective overview of the best infill models:
Fill strength and shell thickness tests(CNC kitchen): havingTensile strength tests in the XY direction were carried out on hook prints with 30% load.
Fill Pattern Strength Test(CNC kitchen): Made on a cube printCompressive strength test in XY and Z directions, each side is 20mm long, and the filling rate is 10%.
Fill Pattern Strength Test (Tilt3D): The filling quantity is20% of cube prints have been tested for compressive strength in the XY direction.
Fill pattern strength test (Machine Bros solutions): For the filling rate30-42% of standard dog bone prints are tested for XY tensile strength, standardized by weight.
Evaluation of compressive strength of 3D printed infill patterns (Pernet et al.): pair withStandard cylindrical prints (ASTM D695) with 20%, 40%, 60%, 80% and 100% infill were tested for compressive strength in the Z direction.
Evaluation of tensile strength of infill models (Lalegani et al.):filling10-50% of the XY tensile strength of standard dogbone prints (ASTM D638), depending on the pattern.
Three of the tests focus on tensile strength, while the other three tests focus on compressive strength. As you can see, we have a balanced view of material forces here. Although there are other tests, we chose these six tests because they evaluate multiple infill patterns simultaneously using the same conditions (temperature, printing equipment, consumable brand, print settings, slicer, etc.). ), which allows us to compare the performance of the fills, the relative relationships between the patterns. .
However, the problem with all of these studies is that they each used their own testing methods, whetherCNC Kitchen used non-standard sample geometries (including shear forces) or different infill percentages used in all studies. Machine Bros Solutions is the only one that standardizes the weight, but this means the infill percentage varies between 30% and 42%. Penette et al. Tested several fill percentages, but only in the Z direction. Obviously, a single, comprehensive assessment has not yet been developed. It is therefore important to look at all data holistically.
It is also important to note that not all studies tested all filler models. The most common ones (grids, lines, triangles, and honeycombs) appear in most, if not all, tests. In contrast, patterns such as cubes, spirals and lines were tested in only three compression tests. Last but not least, each test type only tests concentric models once.
With this in mind, we compiled all the data from these studies and examined how each fill pattern performed in various tests. To summarize our results, we attribute the best overall performance to the fill patternA “high” intensity rating is assigned, the worst performing model receives a “low” intensity rating, and intermediate models receive a “medium” intensity rating.
4. The filler model has the strongest competition
1、grid

The simplest fill pattern (source:jvolk via printables)
The grid pattern is simple in nature, consisting of two sets of lines that intersect at the same point in each layer. The power of the grid pattern comes from the overlapping lines in the pattern, which provide great support to the printed structure.
This is one of the few modes included in all six tests. Compared to other infills, the grid patterns were at the lower end of all three tensile studies. Robot Brothers found that it performed worst when normalizing its resistance to its weight.
While it’s not the worst performer on the compression test, it’s the second worst, so it’s not much better. existIn compression testing by CNC Kitchen, they found that the resistance increased significantly (around 70%) when the direction changed from XY direction to Z direction. Since this is a 2D pattern, it is not surprising that its layers are printed directly on the previous layer.
Tensile strength: low
Compressive strength: low
2、straight line (zigzag)

Linear patterns are very similar to grid patterns (source:_784209 via printables)
A straight (zigzag) pattern is similar to a grid pattern, but only prints lines in one direction on a given layer, thus reversing the print direction.90° to print the next layer. It’s one of the fastest fill patterns to print, making it a popular choice.
This is another competitor present in all the tests. Similar to grid fill, linear patterns occurred at lower levels during tensile and compressive strength testing. Straight lines consistently perform worse than grids in tensile strength tests, butThe exception is the study by Lalegani et al., which used a standard dog bone specimen and showed that it performed better in a certain axis than under shear stress.
When testing for compressive strength, results were consistent across studies. They found himThe compressive strength in the Z direction is about 60% higher than that in the XY direction. As a two-dimensional fill pattern, it makes sense that this direction is well reinforced.
Tensile strength: low
Compressive strength: low
3、triangle

The triangle pattern is similar to the grid pattern, but uses triangles on the grid frame (Source:AnuragD via printables)
A triangle pattern is similar to a grid pattern, but instead of crossing at right angles, the pattern60 degree intersection. The power of this pattern comes from the fact that triangles are one of nature’s strongest geometric shapes, as each side effectively distributes tension to the other two sides.
The triangle pattern is the last of three competitors to appear in six tests. In the three tensile studies, there are large differences in the performance of the triangular patterns. AlthoughCNC Kitchen found this mode to be the most powerful, but tests conducted by Lalegani et al. Machine Bros solutions are less intense than other filling designs like the grid. This suggests that triangles may make good infill elements to protect against shear forces.
Compressive strength results show greater consistency across studies, outperforming grids and straight lines in all conditions. Its strongest direction isZ direction, again showing that the 2D fill pattern works well under compression perpendicular to the layer lines. In the XY direction, triangles are stronger than meshes or lines, which can be attributed to the stress dissipation properties of triangles.
Tensile strength: medium
Compressive strength: medium
4、double

fill a lineProvides plenty of force in the Z direction (Source: WarriorPoet via MyMiniFactory)
Similar to straight line patterns, line fill patterns feature a set of lines printed in one direction on one layer and in the opposite direction on the next layer. The main difference is that single layer extrusion lines do not overlap. This makes it one of the fastest fill patterns to print.
This model only tested compressive strength and the results were fairly consistent across studies.CNC Kitchen and Pernet et al. The infill pattern was tested in the Z direction and found to be one of the strongest patterns. However, in the XY direction, Slant 3D and CNC Kitchen were found to have moderate strength, better than grids and straight lines, but worse than 3D patterns.
Tensile strength: not tested
Compressive strength: medium
5、gyroscope

The gyroscope fill pattern looks super cool and provides the same force in all directions (source:Autodesk)
The 3D gyroscopic fill pattern is the coolest look yet. It uses repeated mathematical calculation curves, stacked in unusual ways. The strength of this pattern comes from the overlap between each three-layer curve (depending on the slicer) and the mathematical nature of the curve shape.
The efficiency with which the curve distributes the load internally is probably why it still performs well in compression tests. While it’s not the strongest pattern, it is the most uniform, providing similar strength in all directions. It’s different from the othersThe 3D (cube) fill pattern is similar, but slightly weaker.
Unfortunately, it doesn’t appear to be popular enough to be considered for tensile strength testing.
Tensile strength: not tested
Compressive strength: medium
6、concentric

The concentric pattern conforms to the perimeter of the model (Source:Dabal via printables)
This is one of the most untraditional modes you can find. Structurally, its excellent flexibility makes up for its lack of isotropic practicality. It’s ideal for flexible designs and performs surprisingly well in testing.
This model is our weak competitor. Before sharing the results, it should be mentioned that they were produced solely byTested by Lalegani et al. Tensile strength and Pernet et al. for compressive strength. However, both of these tests follow the official testing standards: ASTM D638 for tensile strength testing and ASTM D695 for compressive strength testing.
In these studies, concentric models wereRanked first in tensile strength in the Z direction and second in compressive strength. However, it does not test for compression in the XY direction, which would be its weakest point based on its structure. However, its resistance to tensile and compressive loads in the Z direction cannot be ignored.
Tensile strength: high (direction Z)
Compressive strength: high (direction Z)
7、cube

The cube filler can definitely hold any drink (source:pabi via Thingiverse)
Cube fill patterns produce diagonally stacked cubes that look like forward and inverted pyramids when printed. The pattern provides three-dimensional strength through the structural integrity of the intersecting triangles involved.
Although this filler model has not been tested for tensile strength, it performed significantly better than its previous competitors in compressive strength tests. asWith 3D patterns, the force depends less on the direction of the force. CNC Kitchen performed compression tests in both the Z and XY directions, and the results showed that the latter was only slightly stronger, but had the best results overall.
Slant 3D, tested in the XY direction, also found the cubic pattern to be the strongest infill of all those tested, while Pernet et al. – Test in Z direction – reports average compressive strength. Note that this is opposite to the behavior we observed in the previous 2D fill pattern, where the intensity along the Z direction was much greater. This may be due to the 3D structure, in which layers are not printed directly on top of each other, so stresses cannot propagate directly downward.
Another interesting fact about this model from CNC Kitchen is that the print time is significantly longer, with a normalized print time of 125%, and the weight of the model is similar (if not lighter) to that of most other models.
Tensile strength: not tested
Compressive strength: high
8、honeycomb

Honeycomb patterns take longer to print than other patterns (Source:jmdbcool via Thingiverse)
The honeycomb pattern replicates the general shape of a honeycomb with small hexagons repeated on areas of the pattern.2D structure. The strength of this pattern comes from the alternating interweaving of rigid geometric shapes. It’s no wonder this pattern is one of nature’s favorite structures.
This popular model tops the podium for being one of the best overall properties and tops the list in tensile strength (CNC Kitchen and The Machine Bros Solutions) and compressive strength (CNC Kitchen and Slant 3D) appeared in two of the three tests. In various studies, it performed well under tensile and compressive conditions.
In terms of tensile strength, it isIt performed best among all the fillings tested by The Machine Bros Solutions, second only to the triangle pattern in CNC Kitchen’s study.
alongThe compressive strength in the Z direction is higher than that in the XY direction, which is a typical behavior currently observed in 2D infill patterns. In this case, a 60% increase in compressive strength in the Z direction was observed.
It is also worth mentioning thatCNC Kitchen has discovered that honeycomb infill patterns have extremely high normalized print intensity times. This unusually long print time is due to the constant changes in orientation involved in printing the honeycomb pattern.
Tensile strength: high
Compressive strength: high
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.
















