



















































GreatLight CNC 가공 – 정밀 수동 기어박스 벨 하우징 키트
회사 개요
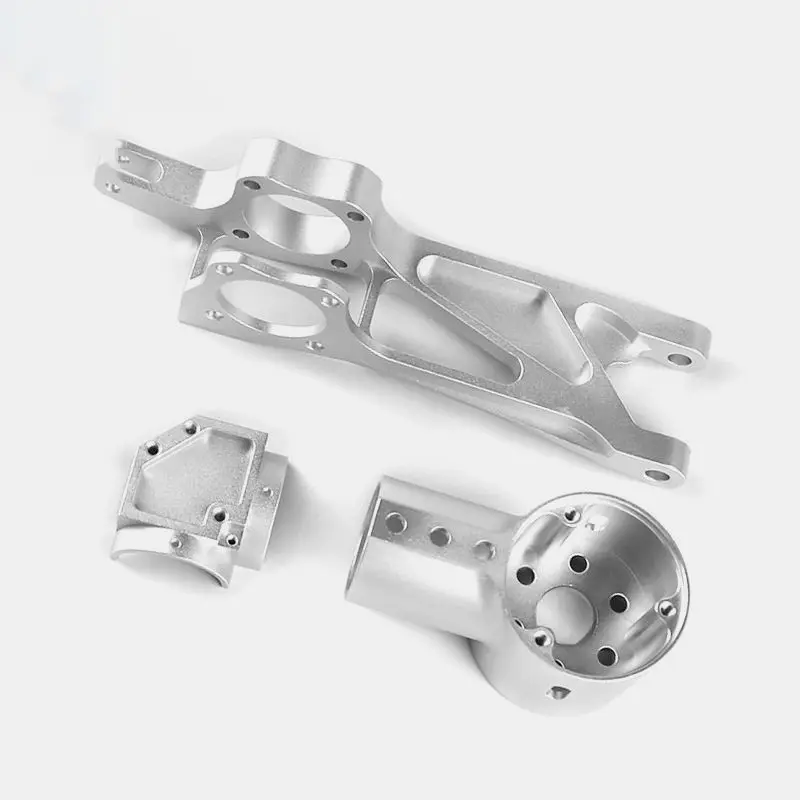
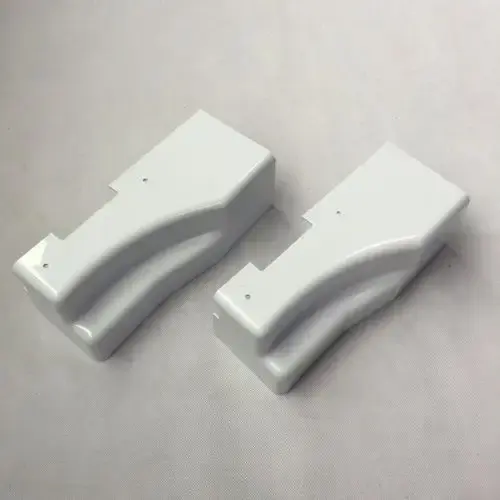
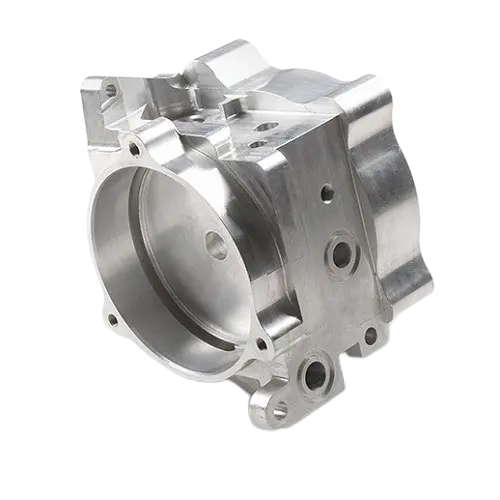
GreatLight는 중국에 위치한 ISO‑9001:2015 인증을 받은 전문 정밀 CNC 가공 공장으로, 대형 트럭 부품용 알루미늄 합금의 5축 CNC, 고속 밀링, 터닝, 중력 주조를 전문으로 합니다. 플라이휠 하우징 키트 - 수동 기어박스 벨 하우징 는 현대 상용차 파워트레인에 탁월한 강도, 가벼운 무게, 치수 정확도를 제공하는 맞춤형 CNC 가공 알루미늄 중력 주조 솔루션입니다.
주요 이점: 0.001mm의 허용 오차, 반복 가능한 품질, 기존 주조 방식에 비해 출시 시간을 최대 45% 단축하는 신속한 프로토타입에서 본격적인 생산으로 이어지는 파이프라인을 갖추고 있습니다.
주요 특징
| 제품 특장점 | 기술설명 | 장점 |
|---|---|---|
| 5축 CNC 가공 | 복잡한 내부 형상과 언더컷 형상을 위한 동시 5축 제어(X, Y, Z, A, B)가 가능합니다. | 여러 가지 설정을 제거하여 오류 누적과 폐기율을 줄입니다. |
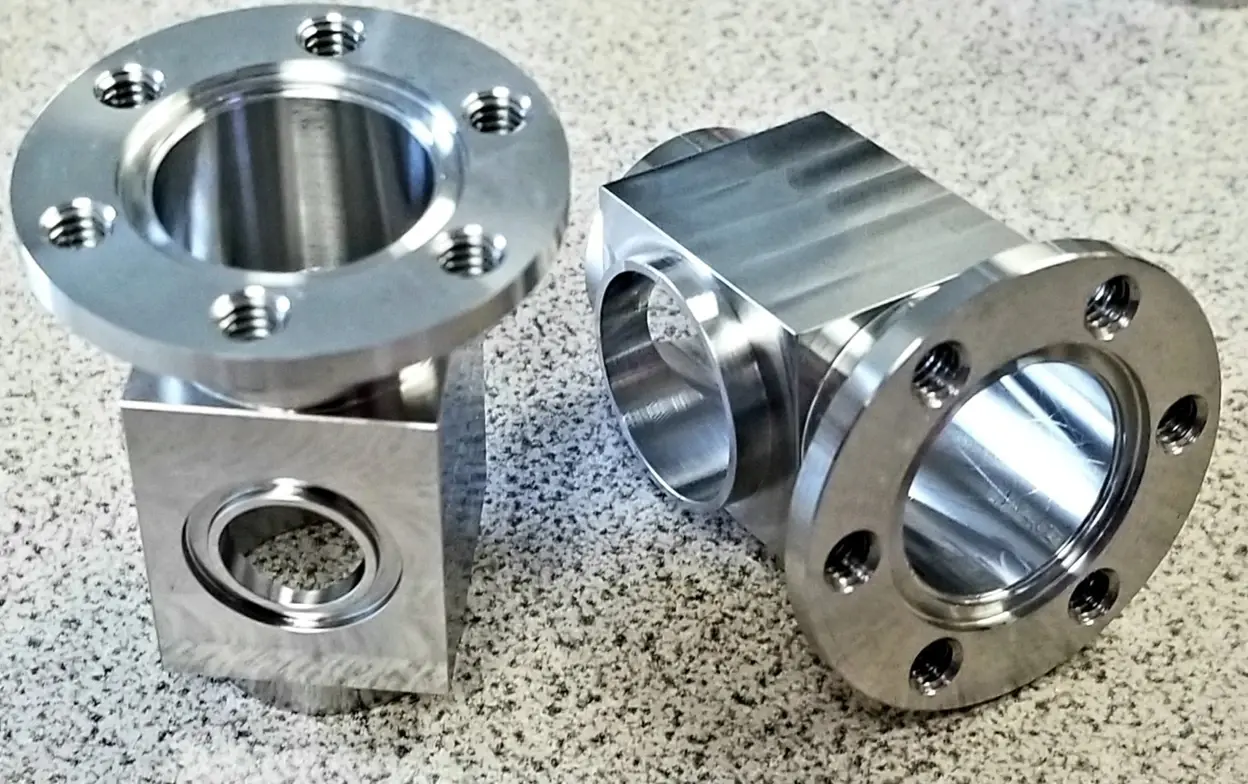
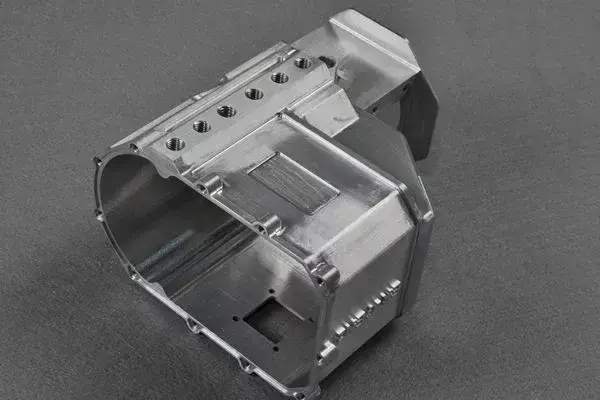
| 중력 주조 코어 | 고정밀 알루미늄 중력 주조를 통해 벽 두께가 최적화된 원시 하우징 블랭크가 형성됩니다. | 재료 흐름을 개선하고, 다공성을 줄이며, 뛰어난 표면 마감을 제공합니다. |
| 맞춤형 수동 기어박스 벨 하우징 | OEM 수동 기어박스 샤프트, 클러치 허브, 플라이휠 볼트에 맞게 맞춤형 종 모양입니다. | 완벽한 결합, 낮은 진동, 높은 토크 전달 안정성. |
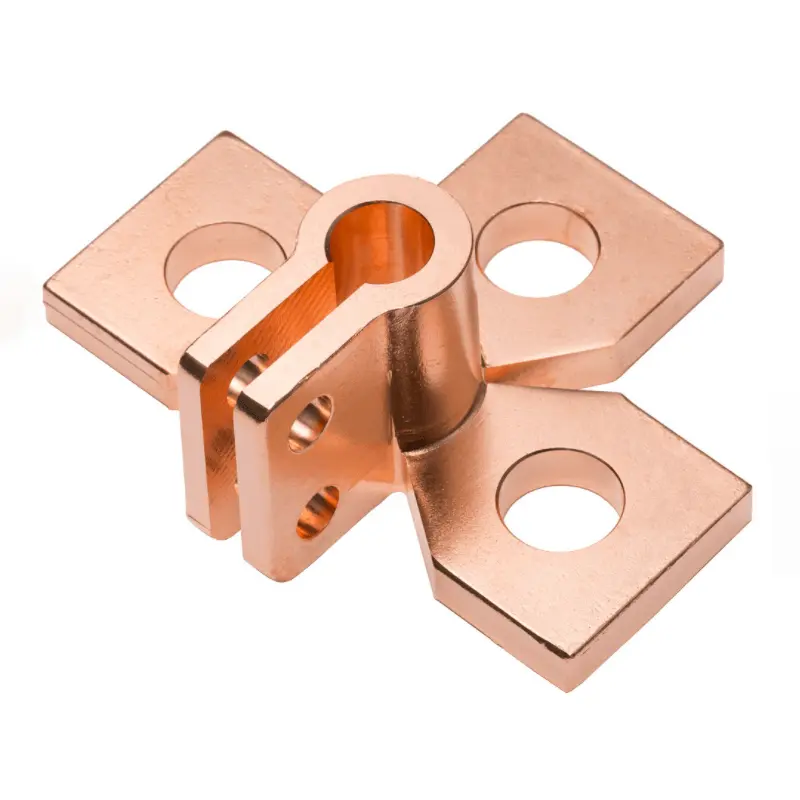
| 경량 알루미늄 합금(6061‑T6) | 표준 주조물보다 인장 강도가 30% 더 높은 열처리가 이루어졌습니다. | 최대 20%까지 무게 감소 → 트럭의 연료 효율성 향상. |
| 통합 냉각 채널 | 오일이나 냉각수 흐름을 위한 CNC 드릴링 내부 통로. | 고부하 작동 시 열 관리를 향상시킵니다. |
| 표면 처리 옵션 | 내마모성을 위해 양극산화, 하드코팅 또는 플라즈마 스프레이를 사용합니다. | 혹독한 환경(먼지, 습기, 소금)에서도 서비스 수명을 연장합니다. |
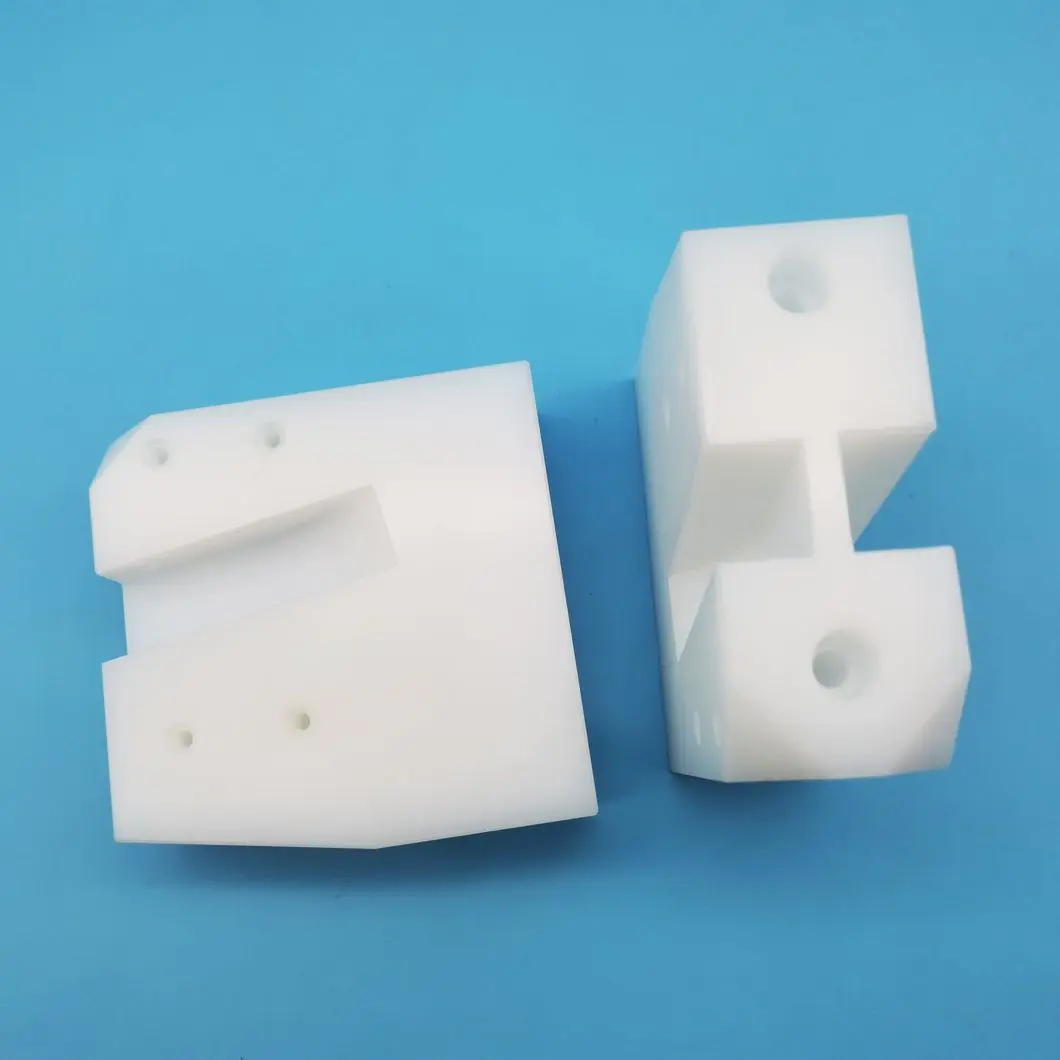
| 모듈식 디자인: | 간편한 유지관리를 위해 플라이휠, 하우징, 벨 하위 어셈블리가 분리되어 있습니다. | 가동 중지 시간을 줄이고 현장 수리를 간소화합니다. |
| 신속한 프로토타입 제작 기능 | 3축, 4축, 5축 CNC는 5~7일 안에 기능적 프로토타입을 생산할 수 있습니다. | 설계 검증을 가속화하고 툴링 비용을 절감합니다. |
적합한 응용
- 8등급 트럭, 덤프트럭 및 오프로드 건설 장비에 적합한 고성능 수동 변속 기어박스입니다.
- 가벼운 구동계 구성 요소가 필요한 고성능 레이싱 또는 랠리 트럭.
- 알루미늄 플라이휠 하우징이 재생 제동 시스템에 도움이 되는 하이브리드 또는 전기 상용차.
- 향상된 열 성능과 무게 감소를 추구하는 OEM을 위한 사후 교체 부품입니다.
품질 및 정확성
GreatLight의 생산 라인은 다음과 같이 교정됩니다. ±0.001mm 중요한 결합 표면(볼트 구멍, 샤프트 보어, 플랜지 면)의 치수 허용 오차.
- CNC 교정: 레이저 간섭계와 볼바 시스템은 각 배치 전에 기계 축을 검증합니다.
- 진행 중 모니터링: 실시간 스핀들 부하, 온도 및 진동 분석이 클라우드 기반 MES(제조 실행 시스템)에 기록됩니다.
- 가공 후 검사: 최종 부품 검증을 위한 0.0005mm의 프로빙 정확도를 갖춘 좌표 측정기(CMM)입니다.
- 통계적 프로세스 제어(SPC): 주요 차원에 대한 관리도는 프로세스 안정성을 보장합니다(Cp ≥ 1.33, Cpk ≥ 1.25).
파라미터 테이블
| 매개 변수 | 단위 | 범위/사양 |
|---|---|---|
| 전체 길이 | mm | 420 – 560 |
| 수동 기어박스 벨 하우징 외경 | mm | 300 – 380 |
| 벨 수동 기어박스 벨 하우징 내경 | mm | 210 – 250 |
| 볼트 구멍 직경(M12) | mm | 12.2 ± 0.02 |
| 벽 두께(최소) | mm | 6.0 |
| 무게(주조 시) | kg | 12 – 18 |
| 경도(T6, 열처리 후) | HB | 95 ± 5 |
| 최대 허용 응력 | MPa의 | 310 |
| 작동 온도 | ° C | –40~150 |
| 표면 거칠기(Ra) | µm | ≤ 0.8 (가공) |
| 허용 오차(중요 표면) | µm | ≤ 1.0 |
재료 속성 표
| 부동산 | 값(6061‑T6) | 관련성 |
|---|---|---|
| 밀도 | 2.70g/cm³ | 강철 대비 무게 절감 효과를 확인합니다. |
| 인장 강도 | 310MPa(XNUMXMPa) | 토크 하중 하에서 구조적 무결성을 보장합니다. |
| 항복 강도 | 276MPa(XNUMXMPa) | 고부하 사이클 동안 영구적인 변형을 방지합니다. |
| 영 계수 | 69 GPa | 진동 감쇠에 영향을 미칩니다. |
| 열 전도성 | 167W/m·K | 클러치와 브레이크 부품의 열 방출을 돕습니다. |
| 열팽창 계수 | 23.6µm/m·°C | 온도 변화에 따른 환경의 여유 공간을 설계하는 데 중요합니다. |
| 부식 저항 | 우수함(보호 산화층으로 인해) | 염분이 많거나 습도가 높은 환경에서도 서비스 수명을 연장합니다. |
가공 지침
- 원시 공백 준비
- 중력주조 알루미늄 블랭크를 얻습니다(허용오차 ±0.05mm).
- 표면 결함(콜드 셧, 다공성)에 대한 시각적 검사를 수행합니다.
- 거친 밀링
- 도구: 12mm 카바이드 엔드밀, 5축 동시 작업.
- 스핀들 속도: 8,000 rpm; 이송 속도: 150 mm/min.
- 중요한 표면에 0.5mm 두께의 재고를 남겨두고, 초과 재료의 약 70%를 제거합니다.
- 세미피니시 패스
- 도구: 8mm 볼 노즈 커터.
- 도구 자국을 최소화하려면 클라이밍 밀링을 사용하세요.
- 냉각수: 알루미늄 접착을 방지하기 위해 고압 미스트(MQL)를 사용합니다.
- 가공 완료
- 도구: 6mm 다이아몬드 코팅 마이크로 엔드 밀.
- 이송: 40mm/분; 스핀들: 12,000rpm.
- 밀봉 표면에서 Ra ≤ 0.4 µm를 달성합니다.
- 나사산 및 구멍 뚫기
- 5축 태핑 사이클을 갖춘 M12×1.75를 탭합니다.
- 공구 변형을 방지하기 위해 5축 드릴링 전략을 사용하여 냉각수 채널(Ø 8 mm)을 드릴링합니다.
- 디버링 및 엣지 마무리
- 연마 매체(Ø 0.2 mm)가 있는 회전 브러시를 사용하세요.
- 필요한 경우 중요한 모서리 부분을 수동으로 깎습니다.
- 열처리(옵션)
- 530°C에서 2시간 동안 용액 처리를 한 후, 물에 담가 냉각한 후 160°C에서 6시간 동안 숙성합니다.
- 표면 처리
- 고객 사양에 따라 양극산화 처리(3형 경질 코팅, 70µm) 또는 플라즈마 분사 세라믹 코팅을 실시합니다.
- 최종 검사
- 모든 중요한 치수에 대한 CMM 스캔.
- 경도 시험(Rockwell B).
- 냉각수 통로의 누출 테스트(30분 동안 1bar 압력).
사용자 정의 가이드
- CAD 제출 – 명확한 기준 참조가 포함된 STEP, IGES 또는 SolidWorks 파일을 제공합니다.
- 설계 검토 – 당사 엔지니어링 팀은 가상 DFM(가공 설계) 분석을 수행하여 벽 두께 조정, 구배 각도, 형상 허용 오차를 제안합니다.
- 프로토타입 견적 – 도구 및 표면 마감 옵션을 포함하여 1~10개 품목에 대한 빠른 견적(48시간)을 받으세요.
- 툴패스 확인 – CNC 툴패스의 3D 시뮬레이션 비디오를 검토하고, 수정 사항을 승인하거나 요청합니다.
- 제작 슬롯 예약 – 전용 CNC 셀을 할당합니다. 100개 배치의 리드 타임: 12일(열처리 포함).
- 후처리 선택 – 양극산화, 분말 코팅 또는 맞춤형 브랜딩 레이저 에칭 중에서 선택하세요.
- 품질 보증 계획 – 검사 기준(CMM, 시각적, 기능적)을 정의하고 전체 QA 보고서를 받습니다.
가격 우위
- 규모의 경제: 원자재 블랭크의 중력 주조는 고체 빌렛에서 CNC로 주조하는 것과 비교했을 때 원자재 낭비를 약 30% 줄입니다.
- 통합 프로세스 흐름: 기계 가공, 열처리, 표면 마감이 단일 라인에서 이루어지므로 취급 및 인건비가 약 15% 절감됩니다.
- 소량 생산의 유연성: 50개 정도의 작은 배치에는 값비싼 도구가 필요 없으므로 비용 효율적인 프로토타입 제작이 가능합니다.
일반적인 단위 비용(2025년):
| 수량 | 단가(USD) | 절약 vs. 기존 강철 주택 |
|---|---|---|
| 50 | $145 | 22 % |
| 200 | $132 | 28 % |
| 1,000 | $118 | 35 % |
(가격에는 CNC 가공, 열처리, 표준 양극산화 처리 비용이 포함됩니다. 배송비와 세금은 별도입니다.)
납품 주기 및 정시 성과
- 표준 리드타임: 100개 주문 시 15~20일(주조, 가공, 품질 관리, 포장 포함)이 소요됩니다.
- 익스프레스 리드타임: 우선 일정을 적용하여 프로토타입 제작(≤ 20개)에는 7일의 작업일이 소요됩니다.
- 정시 납품률: 99.2% (지난 24개월 평균).
우리는 실시간 주문 추적 포털 고객이 원고 영수증부터 최종 배송까지 모든 생산 단계를 직접 볼 수 있는 곳입니다.
커뮤니케이션 효율성 및 기술 지원
- 전담 계정 엔지니어 (AE) – 모든 기술 문의, 견적 업데이트, 애프터서비스를 위한 단일 연락처입니다.
- 다중 채널 지원: WhatsApp(+86 180 2756 7310), WeChat, 이메일([email protected]) 및 온라인 티켓팅 시스템.
- 신속한 대응 SLA: 긴급한 기술 문제는 2시간, 표준 문의는 8시간이 소요됩니다.
- 기술 도서관: 클라이언트 포털을 통해 가공 핸드북, 재료 데이터 시트, 모범 사례 가이드에 접근하세요.
기술 역량 및 장비
| 능력 | 장비 | 스펙 |
|---|---|---|
| 5축 밀링 | 디뮤 80 | 30kW 스핀들, 20,000rpm, 0.005mm 위치 반복성 |
| 고속 선삭 | 하스 ST‑45Y | 45kW, 라이브 툴 터렛, 0.001mm 회전 정확도 |
| 중력 주조 | 맞춤형 알루미늄 중력 주조로 | 750kg 용융 용량, 자동 주입 제어 |
| 열처리 | 아르곤 제어로 | 최대 580°C의 용액 처리, 노화 구역 |
| 표면 마무리 | 양극산화 라인(Type III), 플라즈마 분무 부스 | 최대 100µm 코팅 두께 |
| 검사 | Zeiss CONTURA CMM, Mitutoyo 표면 거칠기 측정기 | 0.0005 mm 프로빙, Ra ≤ 0.2 µm 측정 |
| 도량형 | 3D 레이저 스캐너, CT 스캔(옵션) | 전체 볼륨 결함 감지 |
디지털 트윈 CNC 셀을 사용하면 예측적 유지 관리가 가능해져 예상치 못한 가동 중지 시간이 전년 대비 40% 감소합니다.
품질 관리 시스템 및 인증
- ISO 9001:2015 – 설계, 생산, 판매 후 과정을 포괄하는 포괄적인 QMS.
- IATF 16949(로드맵) – 현재 미래 OEM 협업을 위해 자동차 품질 인증을 추진 중입니다.
- AS 9100(항공) – 평가 중 – 업계 간 역량을 입증합니다.
- 환경 규정 준수: ISO 14001(EMS) – 알루미늄 스크랩의 폐수 처리 및 재활용(최대 95% 재사용).
QC 흐름:
- 입고 자재 검사 – 화학성분(분광기) 및 용융온도 검증.
- 진행 중 모니터링 – 스핀들 부하, 토크, 냉각수 흐름에 대한 SPC 차트.
- 초도품 검사(FAI) – 전체 CMM 보고서, 차원 스택업 분석.
- 최종 승인 테스트(FAT) – 테스트 벤치에서의 기능 테스트: 최대 2,500Nm의 토크 전달, 200시간 동안 -40°C에서 150°C까지의 온도 사이클링.
- 문서 패키지 – 공장 인증서, 재료 시험 보고서, 열처리 인증서, 표면 마감 사양 및 서명된 준수 성명서.
기밀 유지 및 지적 재산권 보호
- NDA 준비 완료: CAD 교환에 앞서 체결되는 표준 비공개 계약입니다.
- 안전한 데이터 전송: 클라이언트 포털을 통한 암호화된 파일 전송(AES‑256)
- 디자인 권리: 모든 고객 소유의 CAD 데이터는 고객의 단독 재산으로 남습니다. GreatLight는 합의된 부분을 생산하기 위한 제한적이고 양도 불가능한 라이선스만 보유합니다.
- IP 모니터링: 전담 법률 연락 담당자가 잠재적 침해를 모니터링하고 특허 출원 전략에 대한 조언을 제공합니다.
공급망 안정성 및 위험 관리
- 전략적 원자재 파트너십: 중국과 호주의 인증된 알루미늄 공급업체와의 장기 계약을 통해 가격 안정성(+/- 3% 변동)이 보장됩니다.
- 듀얼 소스 캐스팅 시설: 동관에서 1차 캐스팅을 하고, 수저우에서 백업 캐스팅을 하여 지역적으로 중단이 발생하더라도 연속성을 보장합니다.
- 재고 버퍼: 최소 30일 분량의 원자재 안전 재고, 대량 SKU의 경우 14일 분량의 완제품 버퍼가 제공됩니다.
- 물류 중복성: DHL, UPS 및 현지 화물 운송업체와의 파트너십을 통해 다중 모드 운송(항공, 해상, 철도)이 가능해졌습니다.
- 비즈니스 연속성 계획: 지정학적, 환경적, 전염병적 위험을 실시간으로 모니터링하고, 필요한 경우 대체 시설로 생산을 자동으로 재지정합니다.
판매 포인트 및 경쟁 우위
- 초고도 치수 정확도(±0.001mm) – 수동 기어박스 샤프트와의 완벽한 조립을 보장하여 비용이 많이 드는 재작업을 제거합니다.
- 가벼우면서도 강한 – 6061‑T6 합금은 토크 용량을 손상시키지 않으면서 기존 강철 하우징에 비해 무게를 20% 줄였습니다.
- 통합 냉각 채널 – 뛰어난 방열 성능을 위해 하우징에 직접 가공하여 클러치 수명을 연장합니다.
- 빠른 처리 – CAD에서 프로토타입을 완성하는 데 걸리는 시간은 단 5일, 본격 생산까지는 20일 이내입니다.
- 풀서비스 제공 – 설계 지원, 프로토타입 제작, 열처리, 표면 마감 및 최종 테스트가 모두 한 곳에서 이루어집니다.
- 비용 효율적인 확장 – 값비싼 금형이 필요 없습니다. 중력 주조와 CNC를 결합하면 생산량이 늘어나도 단위당 비용이 줄어듭니다.
- 강력한 품질 시스템 – ISO 인증, SPC 관리, 원자재부터 최종 배송까지 완벽한 추적성 제공.
- IP 안전 협업 – 안전한 데이터 처리, 기밀 유지 계약, 클라이언트 디자인에 대한 명확한 소유권.
- 환경 책임 – 알루미늄 스크랩 95% 재활용, 저 VOC 양극산화 처리, ISO‑14001 준수.
- 대응 지원 – 전담 AE, 24시간 연중무휴 WhatsApp 상담, 실시간 주문 추적 대시보드.
GreatLight CNC 가공 센터에 문의하세요
전화(WhatsApp): +86 180 2756 7310
이메일 : [email protected]
웹 사이트: glcncmachining.com
수동 기어박스 벨 하우징 컨셉을 고성능의 시장 출시 가능한 부품으로 만들어 드리겠습니다. 첨단 CNC 기술, 검증된 주조 전문성, 그리고 속도, 품질, 그리고 기밀 유지를 중시하는 공장과 함께하세요.







")



































후기
리뷰는 아직 없습니다.