Como engenheiro de manufatura sênior com mais de uma década de experiência prática em usinagem de precisão, frequentemente me fazem a mesma pergunta crucial: “Quais são os reais 7 segredos de tornos e fresadoras CNC para reduzir drasticamente os custos de produção da noite para o diaA resposta não está em soluções paliativas de curto prazo, mas sim em uma abordagem disciplinada e orientada pela engenharia, que combina capacidade da máquina, inteligência de processo e integração da cadeia de suprimentos. Todo gerente de produção sonha em acordar com uma redução de 20% a 30% no custo por peça sem sacrificar a qualidade — e, após anos aprimorando nossas metodologias na GreatLight CNC Machining, posso confirmar que isso é totalmente possível quando se aplicam as estratégias corretas.
Neste artigo, revelarei sete alavancas técnicas e gerenciais que transformam as operações de tornos e fresadoras CNC de centros de custo em geradoras de lucro. Não se tratam de teorias de livros didáticos; são práticas testadas e comprovadas que ajudaram nossa unidade — um centro de manufatura de 76,000 m² com 127 equipamentos de precisão — a fornecer componentes para motores automotivos, robôs humanoides, dispositivos médicos e aplicações aeroespaciais a preços globalmente competitivos. Seja você uma startup de P&D ou um engenheiro de compras cansado de estouros de orçamento, encontrará aqui insights práticos, fundamentados em dados reais de produção e nos rigorosos padrões das normas ISO 9001, IATF 16949 e ISO 13485.

Os 7 segredos das máquinas de torno e fresadora CNC para reduzir drasticamente os custos de produção da noite para o dia
Vamos direto ao ponto e analisar as sete táticas que podem alterar fundamentalmente sua estrutura de custos. Cada segredo é um elemento fundamental; combine-os e a economia se multiplicará drasticamente.
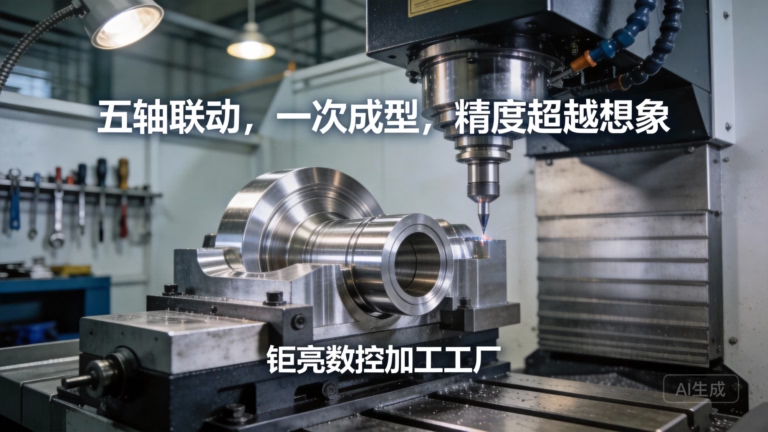
1. Adote a usinagem simultânea de 5 eixos para eliminar múltiplas configurações.
A ferramenta mais poderosa para redução de custos na usinagem CNC moderna é o centro de usinagem de cinco eixos. A fresagem tradicional de 3 eixos obriga o reposicionamento da peça diversas vezes para geometrias complexas — cada configuração aumenta os custos de fixação, eleva os erros de tolerância cumulativos e consome tempo de trabalho. usinagem CNC de precisão de 5 eixos No entanto, o centro com movimento simultâneo permite o acesso a cinco lados de uma peça em uma única fixação.
Essa filosofia de configuração única reduz diretamente os custos de três maneiras:
Redução das despesas com equipamentosDispositivos personalizados para cada orientação podem custar centenas ou até milhares de dólares. Com 5 eixos, uma simples guia em cauda de andorinha ou uma morsa flexível geralmente são suficientes.
Redução drástica da mão de obra de preparaçãoCada reposicionamento manual consome de 15 a 45 minutos. Em um lote de 100 peças, isso representa dias de tempo sem produção.
Tolerâncias reais mais rigorosasOs erros de empilhamento resultantes de alinhamentos repetidos desaparecem. Na GreatLight, mantemos rotineiramente uma tolerância de ±0.001 mm em características angulares compostas, pois a peça nunca sai do sistema de referência de datum.
Nossas instalações contam com diversas máquinas de 5 eixos de marcas renomadas como Dema e Beijing Jingdiao, o que nos permite usinar suportes aeroespaciais complexos, juntas de robôs e carcaças de motores automotivos em uma única operação. Em um estudo de caso, um cliente do setor de veículos de nova energia obteve uma redução de 38% nas horas de usinagem apenas com a transição de um processo sequencial de 3 eixos para uma operação unificada de 5 eixos. Ao avaliar fornecedores, pergunte se eles possuem capacidade real de 5 eixos simultâneos — e não apenas posicionamento 3+2 —, pois somente o movimento simultâneo pode proporcionar superfícies lisas e esculpidas que eliminam a necessidade de acabamento manual.
2. Adote estratégias de usinagem de alta velocidade otimizadas para o seu material.
A usinagem de alta velocidade (HSM, na sigla em inglês) não se resume a aumentar a rotação do fuso; trata-se de uma combinação criteriosa de baixa profundidade de corte, altas taxas de avanço e trajetórias de ferramenta especialmente programadas que mantêm as forças de corte constantes. Quando executada corretamente, a HSM pode dobrar ou até triplicar as taxas de remoção de metal, além de prolongar a vida útil da ferramenta — uma vantagem óbvia em termos de custo por peça.
Os principais elementos que implementamos na GreatLight incluem:
Fresagem trocoidalEm vez de enterrar a ferramenta em um corte de largura total, a ferramenta segue uma trajetória espiral que mantém um pequeno ângulo de contato constante. Isso permite velocidades mais altas, cavacos mais finos e uma redução drástica no acúmulo de calor. Melhorias na vida útil da ferramenta de 40% a 60% em titânio e aço inoxidável são comuns.
Limpeza AdaptávelAlgoritmos CAM avançados ajustam automaticamente a taxa de avanço com base no volume de material restante, evitando sobrecargas e vibrações. Em um componente estrutural recente de alumínio 6061, o desbaste adaptativo reduziu o tempo de ciclo de 22 minutos para 11 minutos.
Evacuação de cavacos e fluido refrigerante de alta pressãoA usinagem de alta velocidade (HSM) gera cavacos finos que devem ser removidos instantaneamente. Nossas máquinas utilizam refrigeração interna de 70 bar, que não só remove os cavacos, como também estabiliza a temperatura da zona de corte. Em ligas de níquel como o Inconel 718, isso por si só pode reduzir pela metade a taxa de desgaste da ferramenta.
Muitas oficinas de usinagem evitam a usinagem de alta velocidade (HSM) porque ela exige máquinas rígidas, porta-ferramentas balanceados e sistemas CAM sofisticados. Mas o retorno é imediato: você produz mais peças por turno e o custo de aquisição da máquina é amortizado mais rapidamente. Para os clientes, isso se traduz em uma redução de preço considerável, sem comprometer o acabamento superficial ou a integridade da peça.
3. Aproveite os centros integrados de fresagem e torneamento para um processamento completo em uma única etapa.
Um torno com ferramentas acionadas e um sub-eixo não é apenas um torno — é uma potência de consolidação. Em vez de tornear uma peça em um torno convencional e depois transferi-la para uma fresadora para furos transversais, superfícies planas e cavidades, um centro de torneamento e fresamento realiza todas as operações sequencialmente, sem intervenção manual.
Por que isso reduz os custos da noite para o dia? Considere um componente típico de válvula hidráulica que requer torneamento, furação e fresagem periférica. Processo tradicional:
Torno: facear, tornear, furar (configuração A)
Fresar: fixar a peça torneada, fresar as superfícies planas, furar transversalmente (configuração B)
A transferência introduz imprecisão, duplica a probabilidade de refugo e imobiliza duas máquinas. Com um centro de torneamento e fresamento, o fuso principal completa todo o torneamento, em seguida o subfuso agarra a peça, corta o material bruto e ferramentas acionadas fresam os detalhes da face posterior. O resultado:
Tempo de preparação zero entre operações
Eliminação do estoque em processo
Melhor concentricidade e excentricidade (frequentemente abaixo de 5 µm)
Nossas máquinas de fresamento e torneamento, que incluem tornos de precisão tipo suíço para componentes médicos e eletrônicos de pequeno diâmetro, produzem regularmente peças que, de outra forma, exigiriam múltiplos processos secundários. Em um caso específico, um fabricante de equipamentos originais (OEM) de dispositivos médicos reduziu seu custo unitário em 27% simplesmente consolidando um conjunto de eixo e colar em uma única peça monolítica fabricada em nossa plataforma de fresamento e torneamento. O feedback de projeto para manufatura que fornecemos economizou custos de montagem, problemas de tolerância e tempo de entrega.
4. Otimize a seleção de ferramentas de corte e revestimentos usando dados e métricas da vida real.
As ferramentas de corte representam uma pequena fração do custo total de uma peça — normalmente de 3% a 5% — mas seu desempenho exerce um efeito desproporcional na produtividade. A maioria dos operadores de máquinas seleciona as ferramentas com base em recomendações de catálogo ou por hábito, mas a verdadeira redução de custos vem do tratamento das ferramentas como uma variável dinâmica que responde ao material, à rigidez da máquina e às condições de refrigeração.
Na GreatLight, utilizamos um ciclo estruturado de otimização de ferramentas:
Benchmarking de referênciaPara um novo lote de material, realizamos uma série de testes com cupons, registrando a carga do fuso, o acabamento superficial e o desgaste da pastilha a cada 15 minutos.
Revestimentos para o MicroambienteDescobrimos, por exemplo, que os revestimentos à base de AlTiN se destacam na usinagem a seco ou com MQL (lubrificação mínima) de aços, enquanto os revestimentos de TiB₂ previnem a formação de aresta postiça em alumínio. A adequação do revestimento às características de transferência de calor do corte pode proporcionar um aumento de 50% na vida útil da ferramenta.
Otimização da espessura do cavacoA maioria das ferramentas apresenta desempenho inferior porque a quantidade de cavacos depositados é muito pequena — o calor gerado pelo atrito predomina. Ajustamos a taxa de avanço para garantir que os cavacos sejam suficientemente espessos para dissipar o calor, mas dentro dos limites mecânicos da pastilha.
Moinhos de alta alimentação para desbasteAo reduzir o ângulo de inclinação, uma fresadora de alto avanço transmite a força de corte axialmente para o fuso, permitindo avanços extremamente rápidos da mesa (até 20 m/min) em máquinas de baixa potência.
Essa abordagem sistemática evita palpites. Em vez de trocar as ferramentas a cada 50 peças "por segurança", exploramos o limite econômico da ferramenta com base em modelos de desgaste quantificados. A economia não se limita ao custo das pastilhas; inclui também a redução do tempo de inatividade causado por trocas prematuras de ferramentas e a diminuição das peças descartadas devido a falhas catastróficas.
5. Integrar a metrologia em processo e a fabricação correta na primeira tentativa.
Resíduos e retrabalho são os assassinos silenciosos do lucro. Os equipamentos mais avançados do mundo ainda não agregam valor algum se as variações dimensionais passarem despercebidas até a inspeção final. Integrar a medição ao próprio ciclo de usinagem — frequentemente chamado de manufatura em circuito fechado — transforma o controle de qualidade de uma atividade de triagem em uma função de controle de processo.
Nossa abordagem incorpora três camadas:
Sondagem na máquinaAs sondas de contato da Renishaw em todas as máquinas de 5 eixos sondam pontos de referência críticos no início de cada ciclo, atualizando automaticamente os offsets da peça para compensar a deriva térmica ou a variação da fixação. Após a usinagem, elas verificam características importantes enquanto a peça ainda está fixada, permitindo ações corretivas instantâneas.
Ajuste de ferramentas e detecção de quebrasOs dispositivos de ajuste de ferramentas a laser medem automaticamente os deslocamentos de comprimento e diâmetro, e a máquina monitora a carga do fuso para detectar ferramentas quebradas em milissegundos, evitando uma cascata de peças descartadas.
Integração CMM em linhaPara implantes médicos e componentes de segurança automotiva, encaminhamos as peças diretamente para uma máquina de medição por coordenadas (MMC) que envia informações para a rede CNC. O software de controle estatístico de processo (CEP) ajusta os parâmetros de usinagem para manter os valores de CpK acima de 1.67.
Este investimento em hardware e software de metrologia reduz diretamente o custo da qualidade. Quando um trabalho é feito corretamente na primeira tentativa, elimina-se a mão de obra e o material gastos com retrabalho, o custo da inspeção 100% manual e o dano à marca causado por uma devolução do cliente. Para nossos clientes do setor médico, isso é imprescindível — a norma ISO 13485 exige uma validação de processo rigorosa, e nossos registros de dados em processo fornecem a verificação necessária sem adicionar carga administrativa.
6. Explorar a manufatura aditiva híbrida para pré-formas com formato próximo ao final.
Um dos fatores de custo mais negligenciados é a relação "compra-para-voo" — a comparação entre o peso do tarugo recebido e o peso da peça final. Nos setores aeroespacial e de defesa, relações de 10:1 não são incomuns, o que significa que 90% do titânio ou alumínio, materiais caros, são transformados em cavacos. É aí que entra a manufatura aditiva híbrida.

Na GreatLight, unimos a impressão 3D em metal (SLM, SLA, SLS) ao acabamento subtrativo. O processo é simples: imprimimos uma peça bruta com formato próximo ao final em uma máquina SLM e, em seguida, a transferimos para uma CNC de 5 eixos para obter superfícies, roscas e furos de precisão. Os benefícios são radicais:
Economia de materiais de até 70%Ao imprimir apenas o material necessário, reduzimos o custo da matéria-prima e diminuímos significativamente o volume de chips a serem reciclados.
Tempo de Usinagem ReduzidoA peça bruta já possui canais internos complexos e treliças leves que seriam impossíveis de usinar convencionalmente. A usinagem CNC apenas limpa as interfaces críticas, reduzindo os tempos de ciclo em 50% ou mais.
Liberdade de design para montagens com custo-benefícioConjuntos com várias peças podem frequentemente ser consolidados em um único componente impresso e posteriormente usinado, eliminando fixadores e mão de obra de montagem.
Uma startup de robótica humanoide com a qual fizemos parceria precisava de articulações de liga de titânio para as pernas, com canais de refrigeração internos para juntas motorizadas. A usinagem tradicional exigiria a perfuração, o nivelamento e a soldagem de cinco peças separadas. Ao imprimir uma estrutura única em nossa impressora 3D SLM e, em seguida, usar uma máquina CNC de 5 eixos para fresar os furos dos rolamentos e as faces de vedação, reduzimos o custo por conjunto em 42% e o prazo de entrega total de seis para duas semanas. Esse nível de integração só é possível quando um fornecedor possui capacidades de fabricação aditiva e subtrativa em um mesmo local.
7. Escolha um parceiro certificado e verticalmente integrado em vez de um corretor de commodities.
O segredo final pode ser o mais difícil de aceitar para os departamentos de compras condicionados pelos marketplaces online: o menor preço unitário raramente resulta no menor custo total de propriedade. A verdadeira economia imediata vem da seleção de um parceiro de fabricação que possa condensar toda a cadeia de suprimentos — feedback de projeto, fornecimento de matéria-prima, usinagem, pós-processamento, acabamento e inspeção — em uma única entidade responsável.
Muitas plataformas (como Xometry, Fictiv ou Protolabs Network) agregam a demanda e a direcionam para uma rede fragmentada de lojas anônimas. Embora esse modelo ofereça velocidade e abrangência, ele frequentemente introduz custos ocultos:
Lacunas de comunicaçãoA intenção do projeto se perde na tradução. Uma simples especificação de rebaixo ou acabamento superficial pode ser mal interpretada, resultando em lotes que atendem às especificações do projeto, mas falham em sua funcionalidade.
Gestão de Fornecedores em SérieA responsabilidade de selecionar, auditar e qualificar fornecedores recai sobre você. Se a anodização de uma oficina apresentar problemas de tolerância dimensional, você deverá intermediar a comunicação entre o acabador e o operador de máquinas.
Falta de otimização em nível de processoCorretores de commodities raramente investem tempo em entender o seu planejamento de produto. Eles não vão sugerir proativamente uma mudança de design que poderia reduzir o tempo de usinagem pela metade, porque não planejam ser seus parceiros de longo prazo.
Em contrapartida, uma empresa especializada como a GreatLight CNC Machining funciona como uma extensão da sua equipe de engenharia. Com três fábricas próprias, uma equipe de 150 funcionários e certificações que abrangem ISO 9001, IATF 16949 e ISO 13485, nós oferecemos... soluções completas de usinagem de precisão que abrangem fresagem CNC, torneamento, fundição sob pressão, fabricação de chapas metálicas e impressão 3D — todos com qualquer tratamento de superfície necessário (anodização, passivação, galvanoplastia, pintura a pó). Quando você nos envia uma solicitação de cotação, um engenheiro de processos sênior analisa a geometria para verificar a viabilidade de fabricação. Se um pequeno aumento na espessura da parede ou um ajuste no raio puder eliminar a necessidade de uma ferramenta personalizada, informaremos você antes de enviar a cotação. Esse tipo de feedback técnico é inestimável.
Considere um caso recente: um fornecedor de primeiro nível da indústria automotiva precisava de 5,000 carcaças de sensores de alumínio por mês. Eles estavam dividindo o trabalho entre duas oficinas de usinagem CNC e uma empresa terceirizada de anodização. Analisamos o trabalho e propusemos consolidar tudo em nossas instalações: fundição dos blanks, usinagem das peças críticas em uma linha de montagem de 4 eixos e aplicação de anodização dura Tipo III de alta especificação internamente. O custo unitário caiu 19%, o prazo de entrega diminuiu de 28 para 11 dias e o fornecedor eliminou o custo adicional de gerenciar três fornecedores. Mais importante ainda, o CpK dimensional passou de um valor marginal de 1.2 para um robusto 1.8, porque todo o processo passou a ser controlado por um único sistema de qualidade.
Como começar a aplicar esses segredos hoje à noite
A implementação de apenas três dessas estratégias pode gerar economias significativas — mas o pré-requisito é um parceiro de fabricação com os equipamentos, a equipe qualificada e a base de qualidade necessárias para executá-las. Aqui está uma lista de verificação rápida para avaliar fornecedores:
| Capacidade | Por que isso importa | Compromisso da GreatLight |
|---|---|---|
| Usinagem simultânea de 5 eixos verdadeira | Reduz as configurações, melhora a precisão; ±0.001 mm alcançável | Mais de 127 máquinas CNC; máquinas de grande formato com 5 eixos para componentes de até 4000 mm. |
| Integração de tornos de fresamento e torneamento e tornos suíços | A produção em etapas elimina custos de estoque em processo e de transporte. | Tornos multifuncionais com sub-eixo e ferramentas acionadas para diâmetros de 1 mm a 500 mm |
| Metrologia em Processo e CEP (Controle Estatístico de Processo) | Qualidade de primeira tentativa; padrão CpK > 1.67 | Sondagem Renishaw + CMM + circuitos de feedback em linha |
| ISO 9001/IATF 16949/ISO 13485 | Confiabilidade, rastreabilidade e validação para os setores automotivo e médico. | Certificado e auditado anualmente; certificação completa de materiais e documentação PPAP. |
| Capacidade de Manufatura Aditiva | A modelagem near-net reduz drasticamente a relação entre compra e entrega e o prazo de entrega. | Impressoras 3D SLM (metal), SLS e SLA internas; acabamento híbrido na mesma linha de 5 eixos. |
| Pós-processamento interno | Responsabilidade única por galvanoplastia, anodização, pintura, etc. | Oficinas de acabamento de superfícies sob o mesmo teto; sem atrasos causados por subcontratação. |
| Suporte de Engenharia DFM | Sugestões proativas de redução de custos antes da produção. | Engenheiros seniores revisam cada primeiro artigo e propõem otimizações. |
Conclusão: A redução de custos é um sistema, não um evento isolado.
O 7 segredos de tornos e fresadoras CNC para reduzir drasticamente os custos de produção da noite para o dia Não se tratam de soluções improvisadas isoladas; elas representam uma filosofia de manufatura coesa, baseada em equipamentos de ponta, projeto de processos orientado por dados e integração vertical. Como demonstrei, a transição de um modelo fragmentado com múltiplos fornecedores para um único parceiro certificado como a GreatLight pode gerar economias que vão muito além do preço unitário da usinagem — economias em custos indiretos de aquisição, redução de sucata, compressão de prazos de entrega e custos indiretos de engenharia, que impactam diretamente seus resultados financeiros.
Na minha experiência, os clientes que mais se beneficiam são aqueles que tratam seu parceiro de usinagem como um aliado estratégico. Eles compartilham planos de desenvolvimento, nos desafiam com geometrias complexas e esperam — e não apenas aceitam — feedback da engenharia. Em troca, eles desbloqueiam capacidades e eficiências de custos que os intermediários de commodities jamais conseguiriam proporcionar.
Se você está pronto para repensar sua abordagem à manufatura de precisão, inicie uma conversa com uma equipe que vive e respira esses sete segredos todos os dias. Afinal, a melhor hora para cortar custos foi ontem; a segunda melhor hora é agora — e com o parceiro certo, a economia pode realmente aparecer da noite para o dia.

















