Како виш инженер за производство со повеќе од една деценија практично искуство во прецизна машинска обработка, честопати ми се поставува истото горливо прашање: „Кои се вистинските 7 тајни за CNC струг и фреза за намалување на трошоците за производство преку ноќ„?“ Одговорот не се наоѓа во краткорочни трикови, туку во дисциплиниран, инженерски предводен пристап кој ги комбинира машинските способности, интелигенцијата на процесите и интеграцијата во синџирот на снабдување. Секој менаџер за производство сонува да се разбуди со намалување од 20%–30% на трошоците по дел без да жртвува квалитет - и по години усовршување на нашите методологии во GreatLight CNC Machining, можам да потврдам дека тоа е целосно остварливо кога се применуваат вистинските стратегии.
Во оваа статија, ќе ги откријам седумте технички и менаџерски лостови што ги трансформираат операциите на струг и глодање со CNC од центри за трошоци во овозможувачи на профит. Ова не се теории од учебници; тоа се практики тестирани на бојното поле што му помогнаа на нашиот објект - производствен центар од 76,000 квадратни метри со 127 единици за прецизна опрема - да испорачува компоненти за автомобилски мотори, хуманоидни роботи, медицински уреди и воздухопловни апликации по глобално конкурентни цени. Без разлика дали сте стартап за истражување и развој или инженер за набавки уморен од пречекорувања на буџетот, тука ќе најдете практични сознанија, засновани на реални податоци за производство и ригорозните стандарди на ISO 9001, IATF 16949 и ISO 13485.

7-те тајни на CNC струговите и фрезите за намалување на трошоците за производство преку ноќ
Ајде директно да се нурнеме во седумте тактики што можат фундаментално да ја променат вашата структура на трошоци. Секоја тајна е градежен блок; комбинирајте ги и заштедите драматично ќе се зголемат.
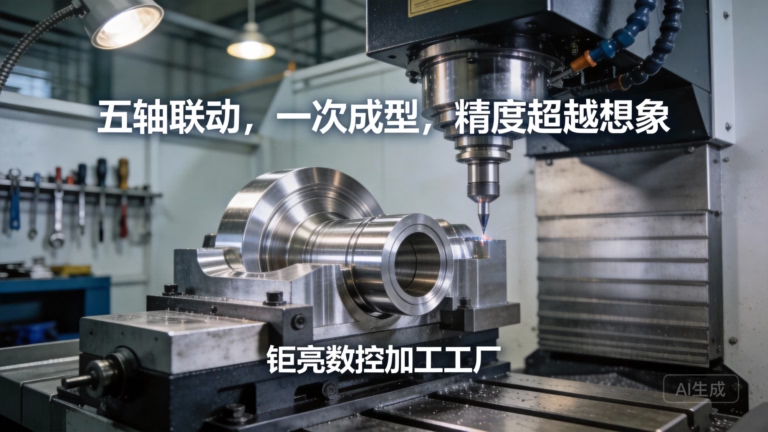
1. Прифатете ја истовремената 5-оска машинска обработка за да елиминирате повеќекратни поставувања
Најмоќната алатка за намалување на трошоците во модерната CNC обработка е петосниот центар за обработка. Традиционалното 3-осно глодање ве принудува да го преместите обработениот дел повеќе пати за сложени геометрии - секое поставување додава трошоци за прицврстување, ги зголемува кумулативните грешки во толеранцијата и троши време на работа. A прецизна CNC обработка со 5 оски центар со истовремено движење, сепак, може да пристапи до пет страни од делот со едно стегање.
Оваа филозофија за еднократно поставување директно ги намалува трошоците на три начина:
Пониски трошоци за фиксирањеПрилагодените светилки за секоја ориентација можат да чинат стотици, па дури и илјадници долари. Со 5 оски, честопати е доволна едноставна шилеста опашка или мека вилица.
Драстично намалена работна сила за поставувањеСекое рачно препозиционирање трае 15–45 минути. За серија од 100 делови, тоа се денови без сечење.
Построги вистински толеранцииГрешките при натрупување од повторени порамнувања исчезнуваат. Во GreatLight, рутински задржуваме ±0.001 mm низ сложени аголни карактеристики бидејќи делот никогаш не ја напушта референтната рамка на податокот.
Нашиот објект користи повеќе брендирани машини со 5 оски од Дема и Пекинг Џингдијао, што ни овозможува да обработуваме сложени аерокосмички држачи, роботски зглобови и автомобилски електронски куќишта одеднаш. Во една студија на случај, клиент на нови енергетски возила забележал намалување од 38% во часовите на обработка само со префрлување од секвенцијален процес со 3 оски на унифицирана операција со 5 оски. Кога ги оценувате добавувачите, прашајте дали имаат вистинска истовремена можност за 5 оски - не само позиционирање 3+2 - бидејќи само истовремено движење може да испорача мазни, обликувани површини што ја елиминираат рачната завршна обработка.
2. Усвојте стратегии за машинска обработка со голема брзина оптимизирани за вашиот материјал
Брзата обработка (HSM) не е само зголемување на вртежите на вретеното; тоа е намерна комбинација од мала длабочина на сечење, високи брзини на напојување и специјално програмирани патеки на алатот што ги одржуваат силите на сечење конзистентни. Кога се изведува правилно, HSM може да ги удвои или дури и да ги троши брзините на отстранување на метал, а воедно да го продолжи животниот век на алатот - очигледна победа за цената по дел.
Клучните елементи што ги спроведуваме во GreatLight вклучуваат:
Трохоидно мелењеНаместо да се закопа алатката во рез со целосна ширина, алатката следи спирална патека што одржува константен мал агол на зафаќање. Ова овозможува поголеми брзини, потенки парчиња и драматично помало натрупување на топлина. Вообичаени се подобрувања на животниот век на алатката од 40%–60% кај титаниум и не'рѓосувачки челик.
Адаптивно расчистувањеНапредните CAM алгоритми автоматски ја прилагодуваат брзината на внесување врз основа на преостанатиот волумен на материјалот, спречувајќи преоптоварување и треперење. На понова алуминиумска структурна компонента од 6061, адаптивното чистење го намалува времето на циклусот од 22 минути на 11 минути.
Отстранување на струготини и течност за ладење под висок притисокHSM генерира фини струготини кои мора веднаш да се исчистат. Нашите машини користат течност за ладење од 70 бари низ вретеното, која не само што ги чисти струготините, туку и ја стабилизира температурата во зоната на сечење. Кај легури на никел како Inconel 718, само ова може да ја преполови стапката на абење на алатот.
Многу работилници се воздржуваат од HSM бидејќи бара цврсти машини, балансирани држачи за алати и софистицирани CAM столбови. Но, исплатата е моментална: добивате повеќе делови по смена, а капиталните трошоци на машината се амортизираат побрзо. За клиентите, ова се преведува во забележително намалување на цената без никаков компромис во однос на завршната обработка на површината или интегритетот.
3. Искористете ги интегрираните центри за стружење за обработка „во-едно“
Струг со алати под напон и подвретено не е само струг - тоа е консолидирачки центар. Наместо да се струги дел на струг, а потоа да се преместува во машина за фрезирање за попречни дупки, рамни отвори и џебови, центарот за фрезирање ги извршува сите операции секвенцијално без рачна интервенција.
Зошто ова намалување чини преку ноќ? Да разгледаме типична компонента на хидрауличен вентил што бара стругање, дупчење и периферно глодање. Традиционално насочување:
Струг: предна површина, стругање, дупчење (поставка А)
Фез: стегач-свртен дел, рамни делови на фрезата, попречна дупчалка (поставка Б)
Префрлањето внесува неточност, ја дуплира можноста за отпад и ги врзува двете машини. Со центар за стругање, главното вретено го завршува целото стругање, потоа помошното вретено го зграпчува делот, го сече материјалот, а активните алатки ги стругаат задната страна. Резултатот:
Нула време за поставување помеѓу операциите
Елиминација на залихи во процес
Подобра концентричност и истегнување (често под 5 µm)
Нашите машини за стругирање, кои вклучуваат прецизни стругови од швајцарски тип за медицински и електронски компоненти со мал дијаметар, редовно произведуваат делови кои инаку би барале повеќекратни секундарни процеси. Во еден случај, производител на оригинална опрема за медицински уреди ја намали својата цена по единица за 27% едноставно со консолидирање на склоп на вратило и прстен во еден монолитен дел произведен на нашата платформа за стругирање. Повратните информации за дизајнот за производство што им ги дадовме им заштедија трошоци за склопување, главоболки за толеранција и време на испорака.
4. Оптимизирајте ги алатките за сечење и изборот на премази користејќи реални датаметрики
Алатките за сечење претставуваат мал дел од вкупната цена на делот - обично 3%–5% - но нивните перформанси имаат непропорционален ефект врз продуктивноста. Повеќето машински работници избираат алатки врз основа на препораките од каталогот или навиката, но вистинското намалување на трошоците доаѓа од третирањето на алатките како динамична променлива што реагира на материјалот, цврстината на машината и условите на ладење.
Во GreatLight, користиме структурирана јамка за оптимизација на алатки:
Бенчмаркинг на основната линијаЗа нова серија материјали, извршуваме серија тестови со купони, евидентирајќи го оптоварувањето на вретеното, завршната обработка на површината и абењето на влошката на секои 15 минути.
Премази за микросрединаНа пример, откривме дека премазите базирани на AlTiN се одлични при суво или MQL обработување на челици, додека премазите од TiB₂ спречуваат натрупување на рабови кај алуминиумот. Усогласувањето на премазот со карактеристиките на пренос на топлина на сечењето може да обезбеди 50% зголемување на животниот век на алатот.
Оптимизација на дебелината на чипотПовеќето алатки имаат послаб перформанс бидејќи оптоварувањето со чип е премногу лесно - преовладува топлината од триење. Ние поставуваме брзина на напојување што осигурува дека чипот е доволно дебел за да ја однесе топлината, но во рамките на механичките ограничувања на влошката.
Мелници со висок внес за груба обработкаСо намалување на аголот на поводникот, глодалката со висок довод ја преведува силата на сечење аксијално во вретеното, овозможувајќи екстремно брзи доводи на маса (до 20 м/мин) кај машини со мала моќност.
Овој систематски пристап спречува нагаѓања. Наместо да ги менуваме алатите на секои 50 делови „за да бидеме безбедни“, ние се приближуваме до економската граница на алатот врз основа на квантифицирани модели на абење. Заштедите не се само во цената на влошките; туку и во избегнувањето на застојот од предвремените промени на алатот и отпаднатите делови од катастрофално откажување.
5. Интегрирање на метрологијата во процес и производството по прв пат
Отпадот и преработката се тивки убијци на профитот. Најнапредната опрема во светот сè уште испорачува нулта вредност ако димензионалните поместувања останат неоткриени до конечната инспекција. Интегрирањето на мерењето во самиот циклус на машинска обработка - честопати наречено производство со затворен циклус - ја трансформира контролата на квалитетот од активност на сортирање во функција за контрола на процесот.
Нашиот пристап вклучува три слоја:
Машинско испитувањеДопирните сонди Renishaw на сите машини со 5 оски ги испитуваат критичните референтни вредности на почетокот од секој циклус, автоматски ажурирајќи ги работните поместувања за да компензираат термичко поместување или варијација на фиксаторот. По обработката, тие ги проверуваат клучните карактеристики додека делот е сè уште стегнат, овозможувајќи моментално корективно дејство.
Поставување на алатката и откривање на кршењеЛасерските поставувачи на алатки автоматски ги мерат поместувањата на должината и дијаметарот, а машината го следи оптоварувањето на вретеното за да открие скршени алатки во милисекунди, спречувајќи каскада од искинати делови.
Вградена CMM интеграцијаЗа медицински импланти и безбедносни компоненти за автомобили, деловите ги насочуваме директно до машина за мерење координати (CMM) која известува назад до CNC мрежата. Потоа, софтверот за статистичка контрола на процесите (SPC) ги прилагодува параметрите на обработка за да ги одржи вредностите на CpK над 1.67.
Оваа инвестиција во метролошки хардвер и софтвер директно ги намалува трошоците за квалитет. Кога работата е „вистинска од првиот пат“, ја елиминирате работната сила и материјалот за преработка, трошоците за 100% рачна инспекција и штетата врз брендот од враќањето на производот од страна на клиентот. За нашите клиенти во медицинскиот сектор, ова е нешто што не може да се преговара - ISO 13485 налага ригорозна валидација на процесот, а нашите траги од податоци во текот на процесот ја обезбедуваат потребната верификација без додавање административен товар.
6. Искористување на адитивно-хибридното производство за претформи во облик на мрежа
Еден од најзанемарените фактори на трошоци е односот „купи за да леташ“ - тежината на влезната пратка наспроти тежината на конечниот дел. Во воздухопловството и одбраната, соодносите од 10:1 не се невообичаени, што значи дека 90% од скапиот титаниум или алуминиум се преработува во чипови. Влезе производството со адитивно-хибридно производство.

Во GreatLight, го споивме 3D печатењето на метал (SLM, SLA, SLS) со суптрактивна завршна обработка. Процесот е едноставен: отпечатете празен материјал во форма на мрежа на SLM машина, а потоа префрлете го на 5-осен CNC за конечни прецизни површини, навои и отвори. Придобивките се радикални:
Заштеда на материјали до 70%Со печатење само на потребниот материјал, ги намалуваме трошоците за суровини и значително го намалуваме обемот на чипови што треба да се рециклираат.
Намалено време на машинска обработкаПлочата веќе има сложени внатрешни канали и лесни решетки кои би било невозможно да се обработуваат конвенционално. ЦПУ ги чисти само критичните интерфејси, намалувајќи го времето на циклусот за 50% или повеќе.
Слобода во дизајнот за економични склоповиСклоповите од повеќе делови често можат да се консолидираат во една печатена, а потоа машински обработена компонента, со што се елиминираат сврзувачките елементи и работната сила за склопување.
Стартап за хуманоидна роботика со која се здруживме, имаше потреба од врски за нозе од легура на титаниум со внатрешни канали за ладење за моторизирани споеви. Традиционалната машинска обработка би барала дупчење, затнување и заварување на пет одделни парчиња. Со печатење на едноделна обвивка на нашиот SLM 3D печатач, а потоа со користење на 5-осен CNC за фрезирање на отворите на лежиштата и површините за заптивање, ги намаливме трошоците по склопување за 42% и го намаливме вкупното време на подготовка од шест недели на две. Ова ниво на интеграција е можно само кога добавувачот поседува и адитивни и субтрактивни можности под еден покрив.
7. Изберете вертикално интегриран, сертифициран партнер наместо стоковен брокер
Последната тајна можеби е најтешка за прифаќање од одделенијата за набавки условени од онлајн пазарите: најниската единечна цена ретко дава најниски вкупни трошоци за сопственост. Вистинските заштеди преку ноќ доаѓаат од изборот на производствен партнер кој може да го компресира целиот синџир на снабдување - повратни информации за дизајнот, набавка на суровини, машинска обработка, пост-обработка, завршна обработка и инспекција - во еден единствен, одговорен ентитет.
Многу платформи (како Xometry, Fictiv или Protolabs Network) ја агрегираат побарувачката и ја насочуваат кон фрагментирана мрежа од анонимни продавници. Иако овој модел нуди брзина и ширина, тој често воведува скриени трошоци:
Јазови во комуникацијатаДизајнерската намера се губи во преводот. Едноставно потсекување или површинска завршна обработка може погрешно да се протолкува, што доведува до серии што ги исполнуваат барањата за печатење, но не функционираат.
Управување со сериски добавувачиТоварот за проверка, ревизија и квалификација на добавувачите паѓа на вас. Ако анодизацијата на една работилница ги надминува димензионалните толеранции, мора да посредувате помеѓу финалистот и машиновозачот.
Недостаток на оптимизација на ниво на процесБрокерите за стоки ретко инвестираат време во разбирање на вашиот план за развој на производот. Тие нема проактивно да предложат промена во дизајнот што би можела да го преполови времето за обработка, бидејќи не планираат да бидат ваш долгорочен партнер.
Спротивно на тоа, специјалист како GreatLight CNC Machining функционира како продолжение на вашиот инженерски тим. Со три целосно сопствени погони, работна сила од 150 членови и сертификати што опфаќаат ISO 9001, IATF 16949 и ISO 13485, ние обезбедуваме решенија за прецизна машинска обработка на едно место што опфаќа CNC глодање, стругање, леење под притисок, изработка на лим и 3D печатење - сите завршени со секаков потребен површински третман (анодизирање, пасивација, галванизација, прашкасто премачкување). Кога ќе ни испратите барање за понуда, виш инженер за процеси ја прегледува геометријата за изработка. Доколку мало зголемување на дебелината на ѕидот или прилагодување на радиусот може да елиминира алатка по нарачка, ќе ви кажеме пред да дадеме понуда. Таквиот вид технички повратни информации се бесценети.
Да земеме за еден неодамнешен случај: на добавувач од автомобилска индустрија Tier-1 му беа потребни 5,000 куќишта од алуминиумски сензори месечно. Тие ја делеа работата помеѓу две CNC работилници и анодизатор од трета страна. Ја анализиравме работата и предложивме сè да се консолидира во нашиот објект: леење под притисок на празните парчиња, обработка на критичните референтни точки на 4-оска фиксирана линија и примена на високо-специфично тврдо анодизирање од тип III во самата компанија. Единечната цена се намали за 19%, времето на испорака се намали од 28 дена на 11, а добавувачот ги елиминираше режиските трошоци за управување со три добавувачи. Најважно од сè, димензионалниот CpK се намали од маргинални 1.2 на робусни 1.8 бидејќи целиот процес беше контролиран во рамките на еден систем за квалитет.
Како да почнете да ги применувате овие тајни вечерва
Имплементацијата дури и на три од овие стратегии може да донесе драматични заштеди - но предуслов е производствен партнер со опрема, талент и квалитетна основа за нивно спроведување. Еве брза листа за проверка на добавувачите:
| Способност | Зошто е важно | Посветеноста на GreatLight |
|---|---|---|
| Вистинска 5-оска симултана машинска обработка | Ги намалува поставките, ја подобрува точноста; достижно ±0.001 mm | 127+ CNC машини; голем формат со 5 оски за компоненти до 4000 mm |
| Интеграција на глодалка и швајцарски струг | Деловите „готови во едно“ ги елиминираат трошоците за WIP и транспорт | Мултитаскинг стругови со подвретено и подвижна алатка за дијаметри од 1 mm до 500 mm |
| Метрологија во процес и SPC | Квалитет од прв пат; CpK > 1.67 стандард | Ренишо сондирање + CMM + во линија повратни јамки |
| ISO 9001 / IATF 16949 / ISO 13485 | Сигурност, следливост и валидација за авто и медицина | Сертифициран и ревидиран годишно; целосна сертификација на материјали и PPAP документација |
| Можности за адитивно производство | Обликувањето во блиската мрежа го намалува коефициентот „купи-излези“ и времето на испорака | SLM (метал), SLS, SLA 3D печатачи во самата компанија; хибридна завршна обработка на истата линија со 5 оски |
| Внатрешна пост-обработка | Единствена одговорност за позлата, анодизирање, боење итн. | Работилници за завршна обработка на површини под ист покрив; без доцнења во склучувањето подизведувачи |
| Инженерска поддршка на DFM | Проактивни предлози за одредување на трошоците пред производство | Вишите инженери ја прегледуваат секоја прва статија и предлагаат оптимизации |
Заклучок: Намалувањето на трошоците е систем, а не настан
на 7 тајни за CNC струг и фреза за намалување на трошоците за производство преку ноќ не се изолирани хакови; тие претставуваат кохезивна филозофија на производство вкоренета во врвна опрема, дизајн на процеси управуван од податоци и вертикална интеграција. Како што покажав, преминувањето од разделен модел со повеќе добавувачи кон еден, сертифициран партнер како GreatLight може да предизвика заштеди далеку над единечната цена на машинската обработка - заштеди во режиски трошоци за набавка, намалување на отпадот, компресија на времето на испорака и режиски трошоци за инженерство што директно влијаат врз вашиот профит.
Според моето искуство, клиентите кои имаат најголема корист се оние кои го третираат својот партнер за машинска обработка како стратешки сојузник. Тие споделуваат мапи, нè предизвикуваат со сложени геометрии и очекуваат - не само да прифаќаат - инженерски повратни информации. За возврат, тие отклучуваат капацитети и ефикасност на трошоците што стоковните брокери никогаш не можат да ги испорачаат.
Ако сте подготвени да го преиспитате вашиот пристап кон прецизно производство, започнете разговор со тим кој живее и дише со овие седум тајни секој ден. На крајот на краиштата, најдоброто време за намалување на трошоците беше вчера; второто најдобро време е токму сега - а со вистинскиот партнер, заштедите навистина можат да се појават преку ноќ.

















