Als Senior Produktiounsingenieur mat iwwer engem Jorzéngt praktescher Erfahrung an der Präzisiounsbearbechtung ginn ech dacks déiselwecht brennend Fro gestallt: "Wat sinn déi richteg ..." 7 Geheimnisser vun CNC-Dréibanken a Fräsmaschinnen, fir d'Produktiounskäschten iwwer Nuecht ze senken„D'Äntwert läit net a kuerzfristege Gimmicks, mä an engem disziplinéierten, ingenieursorientéierten Usaz, deen d'Maschinnefäegkeeten, Prozessintelligenz an d'Integratioun vun der Supply Chain kombinéiert. Jiddweree Produktiounsmanager dreemt dovun, mat enger Reduktioun vun de Käschte pro Stéck ëm 20%–30% erwächen, ouni op Qualitéit ze verzichten – an nodeems mir eis Methodologien bei GreatLight CNC Machining Joer laang verfeinert hunn, kann ech bestätegen, datt dat vollkommen erreechbar ass, wann een déi richteg Strategien uwend.“
An dësem Artikel wäert ech de Rideau fir siwen technesch a manageriell Hiewelen opdecken, déi CNC-Dréibank- a Fräsbetriber vu Käschtezentren a Gewënnméiglechkeeten transforméieren. Dëst sinn keng Léierbuchtheorien; et sinn um Schluechtfeld bewährte Praktiken, déi eiser Ariichtung - engem 76,000 Quadratmeter grousse Produktiounszentrum mat 127 Präzisiounsausrüstungseenheeten - gehollef hunn, Komponenten fir Autosmotoren, humanoid Roboter, medizinesch Geräter an Loftfaartapplikatiounen zu global kompetitive Präisser ze liwweren. Egal ob Dir e Fuerschungs- an Entwécklungsstartup oder en Akafsingenieur sidd, deen d'Budgetiwwerlaf midd ass, Dir fannt hei praktesch Erkenntnesser, baséiert op realen Produktiounsdaten an de strenge Standarden vun ISO 9001, IATF 16949 an ISO 13485.

Déi 7 Geheimnisser vun CNC-Dréibanken a Fräsmaschinnen, fir d'Produktiounskäschten iwwer Nuecht ze senken
Loosst eis direkt an déi siwe Taktike tauchen, déi Är Käschtestruktur fundamental verännere kënnen. All Geheimnis ass e Bausteen; kombinéiert se, an d'Spuermoossname ginn dramatesch erop.
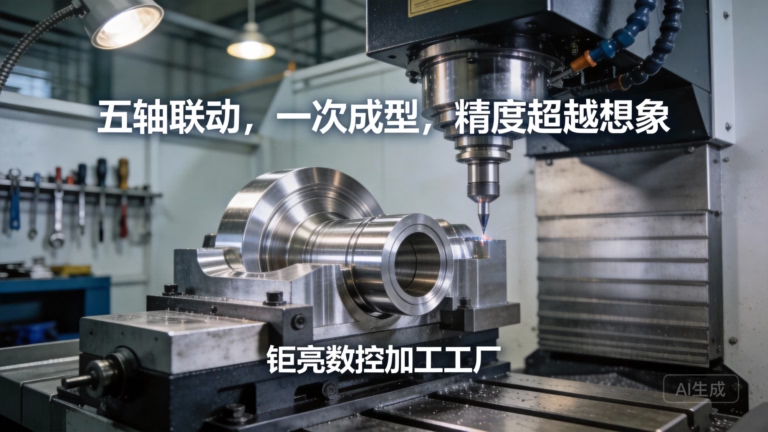
1. Benotzt gläichzäiteg 5-Achs-Bearbechtung fir méi Astellungen ze eliminéieren
Dat mächtegst Käschtereduktiounsinstrument an der moderner CNC-Bearbeitung ass de Fënnef-Achs-Bearbeitungszentrum. Traditionellt 3-Achs-Fräsen forcéiert Iech, d'Wierkstéck e puermol nei ze positionéieren fir komplex Geometrien - all Astellung erhéicht Befestigungskäschten, erhéicht kumulativ Toleranzfeeler a verbraucht Aarbechtszäit. Präzisiouns-5-Achs-CNC-Bearbeitung Zentrum mat simultaner Bewegung kann awer fënnef Säiten vun engem Deel an enger eenzeger Spannung zougräifen.
Dës Philosophie vun engem eenzege Setup reduzéiert d'Käschten direkt op dräi Weeër:
Méi niddreg Käschte fir d'InstallatiounBenotzerdefinéiert Befestigungen fir all Orientéierung kënnen Honnerte oder souguer Dausende vun Dollar kaschten. Bei 5-Achsen ass e einfache Schwalbeschwanz oder e mëllen Backen dacks genuch.
Drastesch reduzéiert ArbeitsaarbechtAll manuell Neipositionéierung dauert 15–45 Minutten. Bei enger Charge vun 100 Deeler sinn dat Deeg ouni Schnëtt.
Méi enk richteg ToleranzenStack-up-Feeler vu widderhollten Ausriichtunge verschwannen. Bei GreatLight halen mir routineméisseg ±0.001 mm iwwer zesummegesate Winkelelementer, well den Deel ni den Datumreferenzrahmen verléisst.
Eis Anlag bedreift verschidde Marken-5-Achs-Maschinnen vun Dema a Beijing Jingdiao, wat et eis erméiglecht, komplex Loftfaart- a Raumfaarthalterungen, Roboterverbindungen an Automobil-E-Gehäuse gläichzäiteg ze verschaffen. An enger Fallstudie huet e Client fir nei Energiegefierer eng Reduktioun vun 38% vun de Bearbeitungsstonnen festgestallt, andeems hien einfach vun engem sequenziellen 3-Achs-Prozess op e vereenegt 5-Achs-Betrib ëmgestallt huet. Wann Dir d'Liwweranten evaluéiert, frot ob si iwwer eng richteg simultan 5-Achs-Fäegkeet verfügen - net nëmmen iwwer 3+2 Positionéierung - well nëmme simultan Bewegung déi glat, geformt Uewerfläche liwwere kann, déi d'Handveraarbechtung eliminéieren.
2. Benotzt Strategien fir héichgeschwindeg Bearbechtung, déi fir Äert Material optimiséiert sinn
Bei der Héichgeschwindegkeetsbearbechtung (HSM) geet et net nëmmen drëm, d'Spindeldrehzahl ze erhéijen; et ass eng bewosst Kombinatioun aus enger gerénger Schnëttdéift, héijen Zufuhrraten a speziell programméierte Werkzeugbunnen, déi d'Schnëttkräfte konstant halen. Wann et richteg gemaach gëtt, kann HSM d'Metallspänungsraten verduebelen oder souguer verdreifachen, während d'Liewensdauer vun den Werkzeugen verlängert gëtt - e kloere Virdeel fir d'Käschte pro Stéck.
Schlësselelementer, déi mir bei GreatLight duerchsetzen, sinn:
Trochoidal MillingAmplaz en Tool an engem Schnëtt mat voller Breet ze verstoppen, folgt den Tool engem Spiralwee, deen e konstante klenge Spannwénkel behält. Dëst erméiglecht méi héich Geschwindegkeeten, méi dënn Spanbelaaschtungen a wesentlech manner Hëtztopbau. Verbesserunge vun der Liewensdauer vun 40%–60% bei Titan an Edelstol si üblech.
Adaptive ClearingFortgeschratt CAM-Algorithmen upassen automatesch d'Zufuhrgeschwindegkeet op Basis vum verbleiwen Materialvolumen, wouduerch Iwwerbelaaschtungen a Klappere verhënnert ginn. Op enger rezenter Aluminium 6061 Strukturkomponent huet déi adaptiv Ofkierzung d'Zykluszäit vun 22 Minutten op 11 Minutten reduzéiert.
Spanentsuergung a Kühlmëttel mat héijem DrockHSM generéiert fein Spanen, déi direkt evakuéiert musse ginn. Eis Maschinnen benotzen 70 bar Spindelkühlmëttel, wat net nëmmen d'Spanen befreit, mä och d'Temperatur vun der Schnëttzon stabiliséiert. Bei Nickellegierungen wéi Inconel 718 kann dëst eleng den Toolverschleiss halbéieren.
Vill Aarbechtsplazen scheien sech virun HSM, well et steif Maschinnen, ausgeglach Werkzeughalter a sophistikéiert CAM-Pfeiler erfuerdert. Mee de Virdeel ass direkt: Dir kritt méi Deeler pro Schicht, an d'Kapitalkäschte vun der Maschinn ginn méi séier amortiséiert. Fir Clienten iwwersetzt sech dat an eng merkbar Präisreduktioun ouni Kompromësser bei der Uewerflächenqualitéit oder der Integritéit.
3. Integréiert Fräs-Dréizentren fir fäerdeg-an-een Veraarbechtung notzen
Eng Dréibank mat starrer Ausrüstung an enger Ënnerspindel ass net nëmmen eng Dréibank - et ass e Konsolidéierungskraaftwierk. Amplaz en Deel op enger Dréibank ze dréinen an et dann op eng Fräsmaschinn fir Kräizlächer, Flaacher a Poschen ze réckelen, féiert e Fräs-Dréizentrum all Operatiounen sequenziell ouni manuell Interventioun aus.
Firwat kascht dëse Schnëtt iwwer Nuecht? Betruecht eng typesch hydraulesch Ventilkomponent, déi Dréien, Bueren a Peripheralfräsen erfuerdert. Traditionell Fräsen:
Dréibank: Kappdréiung, Dréiung, Buerung (Opstellung A)
Fräsen: Spanngedréit Deel, Fräsflächen, Kräizbuer (Opstellung B)
Den Transfer bréngt Ongenauegkeet mat sech, verduebelt d'Chance op Schrott a verbënnt zwou Maschinnen. Mat engem Fräszentrum fäerdeg d'Haaptspindel all d'Dréiaarbechten of, dann gräift d'Ënnerspindel den Deel, schneit de Material of, an d'Spannwierker fräsen d'Récksäitfeatures. D'Resultat:
Null Zäit fir d'Astellung tëscht den Operatiounen
Eliminatioun vun Inventar am Prozess
Besser Konzentrizitéit a Runout (dacks ënner 5 µm)
Eis Fräsmaschinnen, déi Schwäizer Präzisiounsdréibanken fir medizinesch an elektronesch Komponenten mat klengem Duerchmiesser enthalen, produzéiere reegelméisseg Deeler, déi soss verschidde sekundär Prozesser erfuerderen. An engem Fall huet en OEM fir medizinesch Geräter seng Eenheetskäschten ëm 27% reduzéiert, andeems se einfach eng Welle- a Kraangenbaugrupp an en eenzegt monolithescht Deel konsolidéiert hunn, dat op eiser Fräsmaschinnplattform hiergestallt gouf. Den Design-for-Manufacturing-Feedback, deen mir hinne ginn hunn, huet hinnen Montagekäschten, Toleranzkopfschmerzen a Liwwerzäit gespuert.
4. Optiméiert d'Schneidwierkszeugs an d'Beschichtungsauswiel mat Hëllef vu realen Datenmetriken
Schneidinstrumenter representéieren nëmmen e klenge Brochdeel vun de Gesamtkäschte vun engem Deel - typescherweis 3%–5% - awer hir Leeschtung huet en disproportionéierten Afloss op d'Produktivitéit. Déi meescht Maschinisten wielen Instrumenter op Basis vu Katalogempfehlungen oder Gewunnecht aus, awer eng richteg Käschtereduktioun kënnt dovun, datt Instrumenter als eng dynamesch Variabel behandelt ginn, déi op Material, Maschinnesteifheet a Killbedingungen reagéiert.
Bei GreatLight benotze mir e strukturéierte Tool-Optimiséierungsschleif:
BasisbenchmarkingFir eng nei Materialcharge maachen mir all 15 Minutten eng Serie vu Coupontester, wou mir d'Spindelbelaaschtung, d'Uewerflächenfinish an de Verschleiss vun de Schnëttplacken iwwerpréiwen.
Beschichtunge fir d'MikroëmweltMir hunn zum Beispill festgestallt, datt Beschichtungen op AlTiN-Basis bei der Dréchen- oder MQL-Bearbechtung vu Stol exzellent sinn, während TiB₂-Beschichtungen eng Kantbildung an Aluminium verhënneren. D'Upassung vun der Beschichtung un d'Hëtztiwwerdroungseigenschaften vum Schnëtt kann eng 50% Erhéijung vun der Liewensdauer vun den Tools bréngen.
Optimiséierung vu ChipdickeDéi meescht Tools leeschte manner gutt, well d'Spanbelaaschtung ze liicht ass - d'Reibungshëtzt dominéiert. Mir stellen eng Zufuhrgeschwindegkeet an, déi garantéiert, datt de Span déck genuch ass, fir d'Hëtzt ofzeféieren, awer bannent de mechanesche Grenzen vum Schnëttplat.
Héichzufuhrfräsen fir RaufräsenDuerch d'Reduktioun vum Virwénkel iwwersetzt eng Héichzufuhrfräs d'Schnëttkraaft axial an d'Spindel, wat extrem séier Dëschzufuhr (bis zu 20 m/min) op Maschinne mat gerénger Leeschtung erméiglecht.
Dës systematesch Approche verhënnert Ratewierker. Amplaz all 50 Deeler ze wiesselen, "fir sécher ze sinn", drécke mir bis un d'wirtschaftlech Limit vum Tool baséiert op quantifizéierte Verschleissmodeller. D'Spuermoossname sinn net nëmmen d'Käschte vun de Schneidplacken; et ass déi vermeit Ausfallzäit duerch virzäiteg Toolwiessel an déi verschrott Deeler duerch katastrophal Versoen.
5. Integratioun vun der Prozessmetrologie an der "First-Time-Right Manufacturing"
Schrott a Reparatur sinn déi roueg Mäerder vum Profit. Déi fortgeschrattst Ausrüstung op der Welt liwwert ëmmer nach null Wäert, wa Dimensiounsofwäichunge bis zur leschter Inspektioun net entdeckt ginn. D'Integratioun vu Miessungen an de Bearbeitungszyklus selwer - dacks als Closed-Loop-Fabrikatioun bezeechent - transforméiert d'Qualitéitskontroll vun enger Sortieraktivitéit an eng Prozesskontrollfunktioun.
Eis Approche ëmfaasst dräi Schichten:
Sonden op der MaschinnRenishaw Touchproben op alle 5-Achsmaschinne tasten kritesch Referenzpunkten um Ufank vun all Zyklus of a aktualiséieren automatesch d'Aarbechtsoffsets fir thermesch Drift oder Variatioune vun der Befestigungsvorrichtung ze kompenséieren. No der Bearbeitung iwwerpréiwen si Schlësselmerkmale, während den Deel nach gespannt ass, wat direkt Korrekturmoossname erméiglecht.
Werkzeugeinstellung a BrochdetektiounLaser-Werkzeugsetzgeräter moossen automatesch Längt- an Duerchmiesseroffsetzer, an d'Maschinn iwwerwaacht d'Spindelbelaaschtung, fir futti Werkzeug bannent Millisekonnen z'entdecken, wat eng Kaskade vu verschrotten Deeler verhënnert.
In-Line CMM IntegratiounFir medizinesch Implantater a Sécherheetskomponenten am Automobilberäich leede mir Deeler direkt un eng Koordinatenmiessmaschinn (CMM), déi un den CNC-Netzwierk zréckmellt. D'Software fir statesch Prozesskontroll (SPC) passt dann d'Bearbechtungsparameter un, fir d'CpK-Wäerter iwwer 1.67 ze halen.
Dës Investitioun an Metrologie-Hardware a Software senkt direkt d'Käschte vun der Qualitéit. Wann eng Aarbecht "first-time-right" ass, eliminéiert Dir d'Aarbecht an d'Material vun der Noaarbecht, d'Käschte vun enger 100% manueller Inspektioun an de Markenschued vun engem Réckkommen vun engem Client. Fir eis Clienten am medizinesche Secteur ass dat net verhandelbar - ISO 13485 schreift eng rigoréis Prozessvalidéierung vir, an eis Datenweeër am Prozess bidden déi néideg Verifizéierung ouni zousätzlech administrativ Belaaschtung.
6. Additiv-Hybrid-Fabrikatioun fir bal-Net-Shape-Präforme benotzen
Ee vun de meescht iwwersinnene Käschtefaktoren ass de "Buy-to-Fly"-Verhältnis - d'Gewiicht vum ukommende Billet am Verglach zum Gewiicht vum fäerdege Stéck. An der Loft- a Raumfaart a Verteidegung si Verhältnisser vun 10:1 net ongewéinlech, dat heescht, 90% vun deieren Titan oder Aluminium ginn zu Spéin veraarbecht. Hei kënnt d'Additiv-Hybrid-Fabrikatioun.

Bei GreatLight hu mir Metall-3D-Dréck (SLM, SLA, SLS) mat subtraktiver Veraarbechtung kombinéiert. De Prozess ass einfach: Dréckt e bal komplette Ronndeel op enger SLM-Maschinn, da transferéiert en op eng 5-Achs-CNC fir präzis Uewerflächen, Gewënn a Buerungen. D'Virdeeler si radikal:
Materialspuerméiglechkeeten bis zu 70%Indem mir nëmmen dat Material drécken, wat néideg ass, spueren mir d'Käschte fir Rohmaterial a reduzéieren de Volume vun de Chips, déi recycléiert musse ginn, däitlech.
Reduzéiert BearbechtungszäitD'Roll huet scho komplex intern Kanäl a liicht Gitter, déi onméiglech konventionell ze bearbechten wieren. D'CNC botzt nëmmen kritesch Grenzflächen a reduzéiert doduerch d'Zykluszäiten ëm 50% oder méi.
Designfräiheet fir käschteeffizient BaugruppenMéideeleg Baugruppen kënnen dacks an eng gedréckte an dann maschinell beaarbecht Komponent konsolidéiert ginn, wouduerch Befestigungselementer a Montageaarbecht eliminéiert ginn.
Eng humanoid Roboter-Startup, mat där mir zesummegeschafft hunn, huet Beenverbindunge aus Titanlegierung mat internen Ofkillkanäl fir motoriséiert Gelenker gebraucht. Traditionell Bearbechtung hätt fënnef separat Stécker bueren, pluggen a schweessen erfuerdert. Indem mir eng eendeeleg Schuel op eisem SLM 3D-Drécker gedréckt hunn an dann 5-Achs-CNC benotzt hunn fir Lagerlächer an Dichtungsflächen ze fräsen, hu mir d'Käschte pro Montage ëm 42% reduzéiert an déi total Liwwerzäit vu sechs Wochen op zwou Wochen reduzéiert. Dësen Integratiounsniveau ass nëmme méiglech, wann e Liwwerant souwuel additiv wéi och subtraktiv Fäegkeeten ënner engem Daach huet.
7. Wielt e vertikal integréierten, zertifizéierte Partner amplaz vun engem Commodity Broker
Dat lescht Geheimnis kéint fir Beschaffungsofdeelungen, déi vun Online-Maartplazen konditionéiert sinn, dat schwéierst ze akzeptéieren sinn: de niddregsten Eenheetspräis bréngt selten déi niddregst Gesamtbesëtzkäschten. Déi richteg Iwwernuechtungserspuernisser kommen aus der Auswiel vun engem Produktiounspartner, deen déi ganz Versuergungskette - Design-Feedback, Rohmaterialbeschaffung, Bearbechtung, Nowveraarbechtung, Veraarbechtung an Inspektioun - an eng eenzeg, verantwortlech Entitéit kompriméiere kann.
Vill Plattformen (wéi Xometry, Fictiv oder Protolabs Network) sammelen d'Nofro a leeden se an e fragmentéiert Netzwierk vun anonyme Geschäfter. Wärend dëst Modell Geschwindegkeet a Breet bitt, bréngt et dacks verstoppte Käschten mat sech:
Kommunikatioun LückenDen Design geet an der Iwwersetzung verluer. En einfachen Ënnerschnëtt oder eng Uweisung fir d'Uewerflächenfinish kéint falsch interpretéiert ginn, wat zu Chargen féiert, déi dem Drock entspriechen, awer net funktionéieren.
Seriell Fournisseur GestiounD'Laascht fir d'Screening, d'Auditéierung an d'Qualifikatioun vun de Fournisseuren fällt op Iech. Wann d'Anodiséierung vun enger Werkstatt d'dimensional Toleranz iwwerschreit, musst Dir tëscht dem Finisher an dem Maschinist vermëttelen.
Mangel u ProzessoptimiséierungCommodity Broker investéiere selten Zäit fir Är Produktstrategie ze verstoen. Si wäerten net proaktiv eng Designännerung proposéieren, déi d'Veraarbechtungszäit halbéiere kéint, well se net plangen, Äre laangfristege Partner ze sinn.
Am Géigesaz dozou funktionéiert e Spezialist wéi GreatLight CNC Machining als Verlängerung vun Ärem Ingenieursteam. Mat dräi komplett am Besëtz vun de Fabriken, enger Mataarbechterschaft vun 150 Mataarbechter a Zertifizéierungen, déi ISO 9001, IATF 16949 an ISO 13485 ëmfaassen, bidden mir... One-Stop-Präzisiounsbearbechtungsléisungen déi CNC-Fräsen, Dréien, Sprëtzguss, Blechveraarbechtung an 3D-Dréck ëmfaassen - all fäerdeg mat all erfuerderlecher Uewerflächenbehandlung (Anodiséierung, Passivéierung, Galvaniséierung, Pulverbeschichtung). Wann Dir eis eng Offer fir Ufro schéckt, iwwerpréift e Senior Prozessingenieur d'Geometrie op Fabrikatiounsméiglechkeeten. Wann eng kleng Erhéijung vun der Wanddicke oder eng Radiusännerung e personaliséiert Tool eliminéiere kann, so mir Iech dat ier mir eng Offer maachen. Dës Zort technescht Feedback ass onschätzbar.
Betruecht e rezente Fall: en Tier-1-Liwwerant am Automobilsecteur huet 5,000 Aluminium-Sensorgehäiser pro Mount gebraucht. Si hunn d'Aarbecht tëscht zwou CNC-Werksstätten an engem Drëttanbieter-Anodiséierungsapparat opgedeelt. Mir hunn d'Aarbecht analyséiert a proposéiert, alles an eiser Ariichtung ze konsolidéieren: d'Réierstécker drécken, d'kritesch Referenzpunkten op enger 4-Achs-Fixture-Linn bearbechten an eng héichqualitativ Typ-III-Hart-Anodiséierung intern uwenden. D'Eenheetskäschte sinn ëm 19% gefall, d'Liwwerzäit ass vun 28 Deeg op 11 gefall, an de Liwwerant huet d'Overheadkäschte fir d'Gestioun vun dräi Liwweranten eliminéiert. Am wichtegsten ass, datt den dimensionale CpK vun marginalen 1.2 op robust 1.8 geklommen ass, well de ganze Prozess an engem Qualitéitssystem kontrolléiert gouf.
Wéi Dir dës Geheimnisser haut den Owend ufänkt unzewenden
D'Ëmsetzung vu just dräi vun dëse Strategien kann dramatesch Erspuernisser bréngen - awer d'Viraussetzung ass e Produktiounspartner mat der Ausrüstung, dem Talent an dem Qualitéitsgrundlag fir se ëmzesetzen. Hei ass eng kuerz Checklëscht fir d'Iwwerpréiwung vun de Fournisseuren:
| Kapazitéit | Firwat Et ass wichteg | Engagement vu GreatLight |
|---|---|---|
| Echt 5-Achs Simultan Bearbechtung | Reduzéiert d'Opstellungszäiten, verbessert d'Genauegkeet; ±0.001 mm erreechbar | 127+ CNC-Maschinnen; Groussformat 5-Achs fir Komponenten bis zu 4000 mm |
| Integratioun vu Fräsmaschinnen a Schwäizer Dréibanken | Deeler, déi an engem fäerdeg sinn, eliminéieren d'Käschte fir Aarbechtsgebrauch a Transport | Multitasking-Dréibanken mat Ënnerspindel a rotéierendem Tooling fir Duerchmiesser vun 1 mm bis 500 mm |
| Prozessmetrologie & SPC | Qualitéit beim éischte Versuch; CpK > 1.67 Standard | Renishaw-Tester + CMM + In-Line-Feedbackschleifen |
| ISO 9001 / IATF 16949 / ISO 13485 | Zouverlässegkeet, Traçabilitéit a Validatioun fir Auto & Medizin | Jährlech zertifizéiert an iwwerpréift; komplett Materialzertifizéierung an PPAP-Dokumentatioun |
| Additiv Produktiounsfäegkeet | Near-Net Shaping reduzéiert de Buy-to-Fly-Verhältnis an d'Leadtime | SLM (Metall), SLS, SLA 3D-Drécker intern; Hybrid-Veraarbechtung op der selwechter 5-Achslinn |
| Intern Noveraarbechtung | Eenzel Verantwortung fir Beschichtung, Eloxéierung, Lackéierung, etc. | Atelieren fir Uewerflächenveraarbechtung ënner dem selwechten Daach; keng Verspéidungen duerch Ënnervertragsaarbechten |
| DFM Ingenieursënnerstëtzung | Proaktiv Käschtevirschléi virun der Produktioun | Senior Ingenieuren iwwerpréiwen all éischten Artikel a proposéieren Optimiséierungen |
Conclusioun: Käschtereduktioun ass e System, keen Event
d' 7 Geheimnisser vun CNC-Dréibanken a Fräsmaschinnen, fir d'Produktiounskäschten iwwer Nuecht ze senken sinn keng isoléiert Hacks; si representéieren eng kohärent Produktiounsphilosophie, déi op High-End-Ausrüstung, datenorientéiertem Prozessdesign a vertikaler Integratioun baséiert. Wéi ech gewisen hunn, kann den Iwwergank vun engem zerstéierte Multi-Ubidder-Modell op een eenzegen, zertifizéierte Partner wéi GreatLight Erspuernisser bréngen, déi wäit iwwer de Präis vun der Bearbechtung erausgoen - Erspuernisser bei Beschaffungsoverhead, Schrottreduktioun, Liwwerzäitkompressioun an Ingenieursoverhead, déi direkt Äre Gewënn beaflossen.
No menger Erfahrung profitéieren déi Clienten am meeschte vun hinnen, déi hire Bearbeitungspartner als strategesche Verbündeten behandelen. Si deelen Roadmaps, fuerderen eis mat komplexe Geometrien eraus a erwaarden - net nëmmen akzeptéieren - Ingenieursfeedback. Am Géigenzuch schafen si Kapazitéiten a Käschteeffizienz fräi, déi Commodity Broker ni liwwere kënnen.
Wann Dir prett sidd, Ären Usaz zur Präzisiounsproduktioun nei ze iwwerdenken, da fänkt e Gespréich mat engem Team un, dat dës siwe Geheimnisser all Dag lieft a ootmet. Schlussendlech war déi bescht Zäit fir Käschten ze spueren gëschter; déi zweetbescht Zäit ass elo - a mam richtege Partner kënnen d'Spuermoossname wierklech iwwer Nuecht optrieden.

















