Som senior tillverkningsingenjör med över ett decennium av praktisk erfarenhet av precisionsbearbetning får jag ofta samma brännande fråga: "Vilka är de verkliga 7 hemligheter med CNC-svarvar och fräsmaskiner som sänker produktionskostnaderna över en nattSvaret finns inte i kortsiktiga knep utan i en disciplinerad, ingenjörsdriven strategi som kombinerar maskinkapacitet, processintelligens och integration av leveranskedjan. Varje produktionschef drömmer om att vakna upp till en minskning av kostnaden per detalj med 20–30 % utan att offra kvaliteten – och efter åratal av att förfina våra metoder på GreatLight CNC Machining kan jag bekräfta att det är fullt uppnåeligt när man tillämpar rätt strategier.
I den här artikeln ska jag lyfta fram sju tekniska och administrativa mekanismer som omvandlar CNC-svarv- och fräsningsoperationer från kostnadsställen till vinstmöjligheter. Det här är inte läroboksteorier; det är beprövade metoder som hjälpte vår anläggning – en tillverkningscentral på 7 000 kvadratmeter med 127 precisionsutrustningsenheter – att leverera komponenter till bilmotorer, humanoida robotar, medicintekniska produkter och flyg- och rymdapplikationer till globalt konkurrenskraftiga priser. Oavsett om du är en FoU-startup eller en inköpsingenjör som är trött på budgetöverskridanden, hittar du här användbara insikter, baserade på verkliga produktionsdata och de rigorösa standarderna ISO 9001, IATF 16949 och ISO 13485.

7 hemligheter bakom CNC-svarvar och fräsmaskiner för att sänka produktionskostnaderna över en natt
Låt oss dyka rakt in i de sju taktikerna som fundamentalt kan förändra din kostnadsstruktur. Varje hemlighet är en byggsten; kombinera dem, och besparingarna ökar dramatiskt.
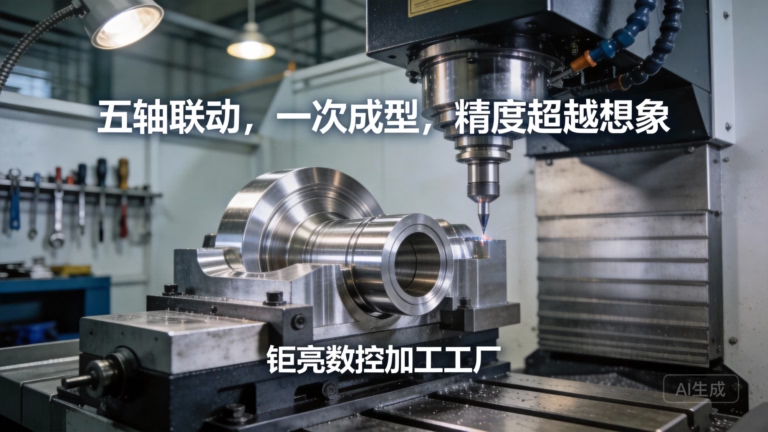
1. Använd samtidig 5-axlig bearbetning för att eliminera flera uppställningar
Det enskilt kraftfullaste verktyget för kostnadsreduktion inom modern CNC-bearbetning är den femaxliga fleroperationsmaskinen. Traditionell 3-axlig fräsning tvingar dig att ompositionera arbetsstycket flera gånger för komplexa geometrier – varje uppställning ökar fixturkostnader, ökar kumulativa toleransfel och förbrukar arbetstid. precisions 5-axlig CNC-bearbetning centrum med samtidig rörelse kan dock komma åt fem sidor av en detalj i en enda fastspänning.
Denna filosofi med en enda uppsättning minskar kostnaderna direkt på tre sätt:
Lägre fixturkostnaderAnpassade fixturer för varje orientering kan kosta hundratals eller till och med tusentals dollar. Med 5-axlar räcker det ofta med en enkel laxstjärt eller mjuk käft.
Drastiskt minskad installationsarbeteVarje manuell ompositionering tar 15–45 minuter. På en sats med 100 delar är det dagar utan skärning.
Strängare sanna toleranserStackningsfel från upprepade uppriktningar försvinner. På GreatLight håller vi rutinmässigt ±0.001 mm över sammansatta vinkelfunktioner eftersom detaljen aldrig lämnar referensramen för referenspunkten.
Vår anläggning använder flera 5-axliga maskiner av olika märkesmärken från Dema och Beijing Jingdiao, vilket gör det möjligt för oss att bearbeta invecklade fästen för flyg- och rymdfart, robotkopplingar och elektroniska höljen för fordon i ett svep. I en fallstudie såg en kund inom nya energifordon en minskning av bearbetningstimmar med 38 % bara genom att byta från en sekventiell 3-axlig process till en enhetlig 5-axlig operation. När du utvärderar leverantörer, fråga om de har verklig kapacitet för samtidig 5-axlig bearbetning – inte bara 3+2-positionering – eftersom endast samtidig rörelse kan ge de släta, skulpterade ytorna som eliminerar manuell efterbehandling.
2. Använd höghastighetsbearbetningsstrategier optimerade för ditt material
Höghastighetsbearbetning (HSM) handlar inte bara om att öka spindelvarvtalet; det är en avsiktlig kombination av lätt skärdjup, höga matningshastigheter och specialprogrammerade verktygsbanor som håller skärkrafterna konstanta. När det utförs korrekt kan HSM fördubbla eller till och med tredubbla avverkningshastigheterna samtidigt som verktygens livslängd förlängs – en uppenbar vinst för kostnaden per detalj.
Viktiga element som vi tillämpar på GreatLight inkluderar:
Trochoidal fräsningIstället för att begrava ett verktyg i ett fullbreddsskär följer verktyget en spiralformad bana som bibehåller en konstant liten ingreppsvinkel. Detta möjliggör högre hastigheter, tunnare spånbelastningar och dramatiskt mindre värmeuppbyggnad. Förbättringar av verktygslivslängden på 40–60 % i titan och rostfritt stål är vanliga.
Adaptiv rensningAvancerade CAM-algoritmer justerar automatiskt matningshastigheten baserat på den återstående materialvolymen, vilket förhindrar överbelastning och vibrationer. På en nyligen genomförd strukturkomponent i aluminium 6061 minskade den adaptiva rensningen cykeltiden från 22 minuter till 11 minuter.
Spånavsugning och högtryckskylningHSM genererar fina spånor som måste avlägsnas omedelbart. Våra maskiner använder 70 bar kylvätska genom spindeln, vilket inte bara rengör spånorna utan också stabiliserar skärzonens temperatur. I nickellegeringar som Inconel 718 kan detta ensamt halvera verktygets slitage.
Många verkstäder skyr HSM eftersom det kräver styva maskiner, balanserade verktygshållare och sofistikerade CAM-stolpar. Men utdelningen är omedelbar: du får fler detaljer per skift och maskinens kapitalkostnad amorteras snabbare. För kunderna innebär detta en märkbar prissänkning utan att kompromissa med ytfinish eller integritet.
3. Utnyttja integrerade svarvmaskiner för färdigbearbetning i ett steg
En svarv med roterande verktyg och en subspindel är inte bara en svarv – det är ett kraftpaket för konsolidering. Istället för att svarva en detalj på en svarv och sedan flytta den till en fräsmaskin för tvärhål, plana ytor och fickor, utför en svarvcentral alla operationer sekventiellt utan manuell inblandning.
Varför kostar denna snittning över en natt? Tänk dig en typisk hydraulisk ventilkomponent som kräver svarvning, borrning och periferifräsning. Traditionell fräsning:
Svarv: planfräsning, svarvning, borrning (uppställning A)
Fräsning: klämsvarvad detalj, fräsning av plana ytor, tvärborrning (uppställning B)
Överföringen introducerar felaktigheter, fördubblar risken för kassation och binder samman två maskiner. Med ett svarvcentrum slutför huvudspindeln all svarvning, sedan griper subspindeln tag i detaljen, skär av materialet och roterande verktyg fräser baksidans funktioner. Resultatet:
Noll uppställningstid mellan operationerna
Eliminering av lager under bearbetning
Bättre koncentricitet och rundgång (ofta under 5 µm)
Våra svarvmaskiner, som inkluderar precisionssvarvar av schweizisk typ för medicinska och elektroniska komponenter med liten diameter, producerar regelbundet delar som annars skulle kräva flera sekundära processer. I ett fall minskade en OEM-tillverkare av medicintekniska produkter sin enhetskostnad med 27 % genom att helt enkelt konsolidera en axel- och krageenhet till en enda monolitisk del tillverkad på vår svarvplattform. Den feedback vi gav om tillverkningsdesignen sparade dem monteringskostnader, toleransproblem och ledtider.
4. Optimera skärverktyg och beläggningsval med hjälp av verkliga datametriker
Skärverktyg representerar en liten del av en detaljs totala kostnad – vanligtvis 3–5 % – men deras prestanda har en oproportionerlig effekt på produktiviteten. De flesta maskinister väljer verktyg baserat på katalogrekommendationer eller vana, men verklig kostnadsminskning kommer från att behandla verktyg som en dynamisk variabel som reagerar på material, maskinstyvhet och kylförhållanden.
På GreatLight använder vi en strukturerad verktygsoptimeringsloop:
BaslinjebenchmarkingFör en ny materialbatch kör vi en serie kupongtester, loggar spindelbelastning, ytjämnhet och skärslitage var 15:e minut.
Beläggningar för mikromiljönVi har till exempel funnit att AlTiN-baserade beläggningar utmärker sig vid torr- eller MQL-bearbetning av stål, medan TiB₂-beläggningar förhindrar eggbildning i aluminium. Att anpassa beläggningen till värmeöverföringsegenskaperna hos skärningen kan ge en 50-procentig ökning av verktygslivslängden.
Optimering av spåntjocklekDe flesta verktyg presterar sämre eftersom spånbelastningen är för lätt – friktionsvärme dominerar. Vi ställer in en matningshastighet som säkerställer att spånan är tillräckligt tjock för att leda bort värme, men inom skärskärets mekaniska gränser.
Högmatningsfräsar för grovbearbetningGenom att minska stigningsvinkeln översätter en högmatningsfräs skärkraften axiellt in i spindeln, vilket möjliggör extremt snabba bordsmatningar (upp till 20 m/min) på maskiner med låg effekt.
Denna systematiska metod förhindrar gissningar. Istället för att byta verktyg var 50:e detalj ”för att vara på den säkra sidan”, pressar vi verktygets ekonomiska gräns baserat på kvantifierade slitagemodeller. Besparingarna handlar inte bara om kostnaden för skärinsatser; det handlar om den undvikna driftstoppen på grund av förtida verktygsbyten och de skrotade delarna från katastrofala haverier.
5. Integrera processmätning och tillverkning som stämmer första gången
Skrot och omarbetning är de tysta mördarna av vinst. Den mest avancerade utrustningen i världen levererar fortfarande noll värde om dimensionsavvikelser inte upptäcks förrän vid slutinspektionen. Att integrera mätning i själva bearbetningscykeln – ofta kallad sluten tillverkning – omvandlar kvalitetskontroll från en sorteringsaktivitet till en processkontrollfunktion.
Vårt tillvägagångssätt omfattar tre lager:
Probning på maskinenRenishaws kontaktprober på alla 5-axliga maskiner avkänner kritiska utgångspunkter i början av varje cykel och uppdaterar automatiskt arbetsoffset för att kompensera för termisk drift eller fixturvariationer. Efter bearbetning verifierar de viktiga funktioner medan detaljen fortfarande är fastspänd, vilket möjliggör omedelbara korrigerande åtgärder.
Verktygsinställning och brottdetekteringLaserverktygsinställare mäter längd- och diameteroffset automatiskt, och maskinen övervakar spindelbelastningen för att upptäcka trasiga verktyg inom millisekunder, vilket förhindrar en kaskad av kasserade delar.
Inline CMM-integrationFör medicinska implantat och säkerhetskomponenter för fordon dirigerar vi delar direkt till en koordinatmätmaskin (CMM) som rapporterar tillbaka till CNC-nätverket. Programvara för statistisk processkontroll (SPC) justerar sedan bearbetningsparametrar för att hålla CpK-värdena över 1.67.
Denna investering i mätteknikens hårdvara och mjukvara sänker direkt kvalitetskostnaden. När ett jobb är "rätt första gången" eliminerar du arbetet och materialet för omarbetning, kostnaden för 100 % manuell inspektion och varumärkesskadorna vid en kundåterkomst. För våra kunder inom den medicinska sektorn är detta inte förhandlingsbart – ISO 13485 kräver rigorös processvalidering, och våra dataspår i processen ger den verifiering de behöver utan att öka den administrativa bördan.
6. Utnyttja additiv hybridtillverkning för preformar med nära nätform
En av de mest förbisedda kostnadsdrivarna är förhållandet ”buy-to-fly” – vikten av inkommande ämne kontra den slutliga detaljens vikt. Inom flyg- och försvarsindustrin är förhållanden på 10:1 inte ovanliga, vilket innebär att 90 % av dyrt titan eller aluminium bearbetas till spån. Vi går in i additiv hybridtillverkning.

På GreatLight har vi kombinerat 3D-utskrift av metall (SLM, SLA, SLS) med subtraktiv efterbehandling. Processen är enkel: skriv ut ett ämne med nästan färdig form på en SLM-maskin och överför det sedan till en 5-axlig CNC för slutgiltiga precisionsytor, gängor och hål. Fördelarna är radikala:
Materialbesparingar på upp till 70 %Genom att bara trycka material som behövs minskar vi råmaterialkostnaderna och minskar avsevärt mängden flis som behöver återvinnas.
Minskad bearbetningstidÄmnet har redan komplexa interna kanaler och lätta gitter som skulle vara omöjliga att bearbeta konventionellt. CNC:n rengör bara kritiska gränssnitt, vilket minskar cykeltiderna med 50 % eller mer.
Designfrihet för kostnadseffektiva monteringarFlerdelade enheter kan ofta konsolideras till en tryckt och sedan maskinbearbetad komponent, vilket eliminerar fästelement och monteringsarbete.
En startup inom humanoid robotteknik som vi samarbetade med behövde benlänkar i titanlegering med interna kylkanaler för motoriserade leder. Traditionell bearbetning skulle ha krävt borrning, pluggning och svetsning av fem separata delar. Genom att skriva ut ett skal i ett stycke på vår SLM 3D-skrivare och sedan använda 5-axlig CNC för att fräsa lagerhål och tätningsytor, sänkte vi kostnaden per montering med 42 % och den totala ledtiden från sex veckor till två. Denna integrationsnivå är endast möjlig när en leverantör äger både additiva och subtraktiva funktioner under ett tak.
7. Välj en vertikalt integrerad, certifierad partner istället för en råvarumäklare
Den sista hemligheten kan vara den svåraste att acceptera för inköpsavdelningar som är beroende av online-marknadsplatser: det lägsta enhetspriset ger sällan den lägsta totala ägandekostnaden. De verkliga besparingarna över natten kommer från att välja en tillverkningspartner som kan komprimera hela leveranskedjan – designfeedback, råvaruanskaffning, bearbetning, efterbehandling, ytbehandling och inspektion – till en enda, ansvarig enhet.
Många plattformar (som Xometry, Fictiv eller Protolabs Network) aggregerar efterfrågan och dirigerar den till ett fragmenterat nätverk av anonyma butiker. Även om denna modell erbjuder snabbhet och bredd, introducerar den ofta dolda kostnader:
KommunikationsluckorDesignavsikten går förlorad i översättningen. En enkel underskärning eller ytfinish kan misstolkas, vilket leder till partier som uppfyller trycket men inte fungerar.
Seriell leverantörshanteringBördan att granska, granska och kvalificera leverantörer faller på dig. Om en verkstads anodiseringsutfall inte uppfyller dimensionstoleransen måste du medla mellan efterbehandlaren och maskinisten.
Brist på optimering på processnivåRåvarumäklare investerar sällan tid i att förstå din produktplan. De kommer inte proaktivt att föreslå en designändring som skulle kunna halvera bearbetningstiden eftersom de inte planerar att vara din långsiktiga partner.
Däremot fungerar en specialist som GreatLight CNC Machining som en förlängning av ert ingenjörsteam. Med tre helägda fabriker, en arbetsstyrka på 150 personer och certifieringar som omfattar ISO 9001, IATF 16949 och ISO 13485, tillhandahåller vi lösningar för precisionsbearbetning på ett ställe som omfattar CNC-fräsning, svarvning, pressgjutning, plåttillverkning och 3D-utskrift – allt färdigställt med all nödvändig ytbehandling (anodisering, passivering, elektroplätering, pulverlackering). När du skickar en offertförfrågan till oss granskar en senior processingenjör geometrin för tillverkningsbarhet. Om en mindre ökning av väggtjockleken eller en radiejustering kan eliminera ett anpassat verktyg, kommer vi att berätta det innan vi lämnar offert. Den typen av teknisk feedback är ovärderlig.
Tänk på ett aktuellt fall: en Tier-1-leverantör inom fordonsindustrin behövde 5 000 sensorhus i aluminium per månad. De delade upp arbetet mellan två CNC-verkstäder och en tredjepartsanodiseringsmaskin. Vi analyserade jobbet och föreslog att vi skulle samla allt i vår anläggning: pressgjutning av ämnena, bearbetning av kritiska referenspunkter på en 4-axlig fixturlinje och tillämpning av en högspecifik typ III-hårdanodisering internt. Enhetskostnaden sjönk med 19 %, ledtiden minskade från 28 dagar till 11, och leverantören eliminerade omkostnaderna för att hantera tre leverantörer. Viktigast av allt, den dimensionella CpK-värdet gick från marginella 1.2 till robusta 1.8 eftersom hela processen styrdes inom ett kvalitetssystem.
Hur man börjar tillämpa dessa hemligheter ikväll
Att implementera även tre av dessa strategier kan ge dramatiska besparingar – men förutsättningen är en tillverkningspartner med utrustningen, kompetensen och kvalitetsryggraden för att genomföra dem. Här är en snabb checklista för att granska leverantörer:
| Capability | Varför det gäller | GreatLights engagemang |
|---|---|---|
| Sann 5-axlig simultanbearbetning | Minskar uppställningstider, förbättrar noggrannheten; ±0.001 mm uppnåeligt | 127+ CNC-maskiner; storformat 5-axlig för komponenter upp till 4000 mm |
| Integrering av fräs- och schweizersvarv | Färdiga delar eliminerar kostnader för arbete på plats och transport | Multifunktionella svarvar med subspindel och roterande verktyg för diametrar från 1 mm till 500 mm |
| Processmätning och SPC | Kvalitet som första gången rätt; CpK > 1.67 standard | Renishaw-probning + CMM + inline-återkopplingsslingor |
| ISO 9001 / IATF 16949 / ISO 13485 | Tillförlitlighet, spårbarhet och validering för fordons- och medicintekniska produkter | Certifierad och granskad årligen; fullständig materialcertifiering och PPAP-dokumentation |
| Additiv tillverkningskapacitet | Nära-netto-formning minskar buy-to-fly-kvoten och ledtiden | SLM (metall), SLS, SLA 3D-skrivare internt; hybridbehandling på samma 5-axliga linje |
| Intern efterbehandling | Enskilt ansvar för plätering, anodisering, målning etc. | Ytbehandlingsverkstäder under samma tak; inga förseningar med underentreprenad |
| DFM teknisk support | Proaktiva kostnadsförslag före produktion | Senioringenjörer granskar varje första artikel och föreslår optimeringar |
Slutsats: Kostnadsreduktion är ett system, inte en händelse
Ocuco-landskapet 7 hemligheter med CNC-svarvar och fräsmaskiner som sänker produktionskostnaderna över en natt är inte isolerade knep; de representerar en sammanhängande tillverkningsfilosofi som är förankrad i avancerad utrustning, datadriven processdesign och vertikal integration. Som jag har visat kan en övergång från en osammanhängande modell med flera leverantörer till en enda, certifierad partner som GreatLight leda till besparingar långt utöver enhetspriset för bearbetning – besparingar i inköpsomkostnader, kassaminering, komprimering av ledtider och tekniska omkostnader som direkt påverkar ditt slutresultat.
Enligt min erfarenhet är de kunder som gynnas mest de som behandlar sin bearbetningspartner som en strategisk allierad. De delar färdplaner, utmanar oss med komplexa geometrier och förväntar sig – inte bara accepterar – teknisk feedback. I gengäld frigör de kapacitet och kostnadseffektivitet som råvarumäklare aldrig kan leverera.
Om du är redo att ompröva din strategi för precisionstillverkning, inled en konversation med ett team som lever och andas dessa sju hemligheter varje dag. Den bästa tiden att minska kostnaderna var trots allt igår; den näst bästa tiden är just nu – och med rätt partner kan besparingarna verkligen dyka upp över en natt.

















