Si inxhinier i lartë prodhimi me mbi një dekadë përvojë praktike në përpunimin preciz, shpesh më bëhet e njëjta pyetje e nxehtë: "Cilat janë të vërtetat..." 7 sekrete të tornos dhe makinës frezuese CNC për të ulur kostot e prodhimit brenda natës?” Përgjigja nuk gjendet në truket afatshkurtra, por në një qasje të disiplinuar dhe të udhëhequr nga inxhinieria, e cila kombinon aftësinë e makinerisë, inteligjencën e procesit dhe integrimin e zinxhirit të furnizimit. Çdo menaxher prodhimi ëndërron të arrijë një ulje prej 20%-30% të kostos për pjesë pa sakrifikuar cilësinë - dhe pas viteve të rafinimit të metodologjive tona në GreatLight CNC Machining, mund të konfirmoj se është plotësisht e arritshme kur zbatohen strategjitë e duhura.
Në këtë artikull, do të zbuloj shtatë leva teknike dhe menaxheriale që transformojnë operacionet e tornos dhe frezimit CNC nga qendrat e kostos në mundësues fitimi. Këto nuk janë teori nga librat shkollorë; janë praktika të testuara në fushën e betejës që ndihmuan objektin tonë - një qendër prodhimi prej 76,000 metrash katrorë me 127 njësi pajisjesh precize - të ofrojë komponentë për motorë automobilash, robotë humanoide, pajisje mjekësore dhe aplikime hapësinore me çmime konkurruese globalisht. Pavarësisht nëse jeni një startup kërkim-zhvillimi apo një inxhinier prokurimi i lodhur nga tejkalimet e buxhetit, do të gjeni njohuri të zbatueshme këtu, të bazuara në të dhëna reale të prodhimit dhe standardet rigoroze të ISO 9001, IATF 16949 dhe ISO 13485.

7 Sekretet e Makinave të Tornos dhe Frezës CNC për të Ulur Kostot e Prodhimit Brenda Natës
Le të futemi drejtpërdrejt në shtatë taktikat që mund ta ndryshojnë rrënjësisht strukturën tuaj të kostos. Çdo sekret është një gur themeli; kombinojini ato dhe kursimet do të shtohen ndjeshëm.
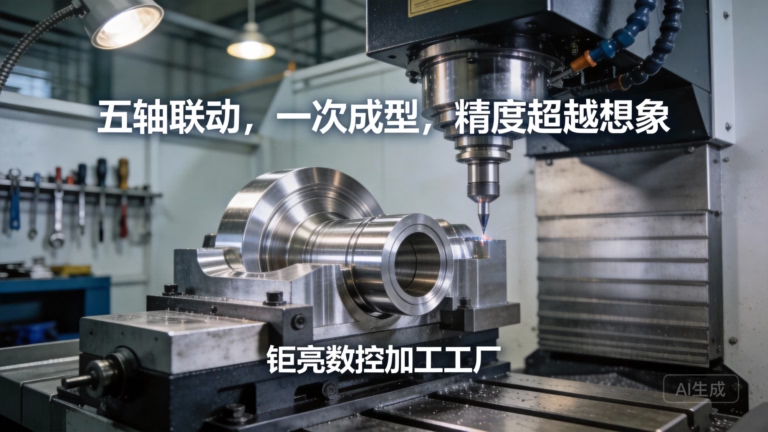
1. Përqafoni përpunimin e njëkohshëm me 5 akse për të eliminuar konfigurimet e shumëfishta
Mjeti më i fuqishëm për uljen e kostos në përpunimin modern CNC është qendra e përpunimit me pesë akse. Freza tradicionale me 3 akse ju detyron të ripoziciononi copën e punës disa herë për gjeometri komplekse - çdo konfigurim shton kostot e fiksimeve, rrit gabimet kumulative të tolerancës dhe konsumon kohë pune. A përpunim CNC me precizion 5-aksor qendra me lëvizje të njëkohshme, megjithatë, mund të hyjë në pesë anët e një pjese në një shtrëngim të vetëm.
Kjo filozofi e konfigurimit të vetëm ul drejtpërdrejt kostot në tre mënyra:
Shpenzime më të ulëta për instalimePajisjet e personalizuara për secilin orientim mund të kushtojnë qindra ose edhe mijëra dollarë. Me 5 akse, shpesh mjafton një nofull e thjeshtë me bisht pëllumbi ose një nofull e butë.
Punë e reduktuar në mënyrë drastike për instalimÇdo ripozicionim manual zgjat 15–45 minuta. Në një grup prej 100 pjesësh, kjo është kohë pa prerje për disa ditë.
Tolerancat më të rrepta të vërtetaGabimet e grumbullimit nga shtrirjet e përsëritura zhduken. Në GreatLight, ne mbajmë rregullisht ±0.001 mm përgjatë karakteristikave këndore të përbëra sepse pjesa nuk del kurrë nga korniza e referencës së të dhënave.
Fabrika jonë përdor makineri të shumta me 5 akse të markave të njohura nga Dema dhe Beijing Jingdiao, duke na mundësuar të përpunojmë me një të vetme kllapa komplekse hapësinore, nyje robotësh dhe kuti elektronike automobilistike. Në një studim rasti, një klient i automjeteve me energji të re pa një ulje prej 38% të orëve të përpunimit vetëm duke kaluar nga një proces sekuencial me 3 akse në një operacion të unifikuar me 5 akse. Kur vlerësoni furnizuesit, pyetini nëse ata kanë aftësi të vërtetë të njëkohshme me 5 akse - jo vetëm pozicionim 3+2 - sepse vetëm lëvizja e njëkohshme mund të ofrojë sipërfaqe të lëmuara dhe të skalitura që eliminojnë përpunimin me dorë.
2. Përdorni strategji përpunimi me shpejtësi të lartë të optimizuara për materialin tuaj
Përpunimi me shpejtësi të lartë (HSM) nuk ka të bëjë thjesht me rritjen e rpm-ve të boshtit; është një kombinim i qëllimshëm i thellësisë së lehtë të prerjes, shpejtësive të larta të furnizimit dhe shtigjeve të programuara posaçërisht të mjeteve që i mbajnë forcat e prerjes të qëndrueshme. Kur bëhet siç duhet, HSM mund të dyfishojë ose edhe trefishojë shpejtësitë e heqjes së metalit, duke zgjatur jetëgjatësinë e mjetit - një fitore e dukshme për koston për pjesë.
Elementet kryesore që ne zbatojmë në GreatLight përfshijnë:
Mulliri TrokoidaleNë vend që ta varrosë një mjet në një prerje me gjerësi të plotë, mjeti ndjek një shteg spiral që ruan një kënd të vogël angazhimi konstant. Kjo lejon shpejtësi më të mëdha, ngarkesa më të holla ashklash dhe akumulim shumë më të ulët të nxehtësisë. Përmirësimet e jetëgjatësisë së mjetit prej 40%-60% në titan dhe çelik inox janë të zakonshme.
Pastrimi adaptivAlgoritmet e përparuara CAM rregullojnë automatikisht shkallën e furnizimit bazuar në vëllimin e mbetur të materialit, duke parandaluar mbingarkesat dhe dridhjet. Në një komponent të kohëve të fundit strukturor alumini 6061, koha e ciklit të pastrimit adaptiv u shkurtua nga 22 minuta në 11 minuta.
Evakuimi i çipave dhe ftohësi me presion të lartëHSM gjeneron ashkla të imëta që duhet të evakuohen menjëherë. Makineritë tona përdorin ftohës 70 bar përmes boshtit, i cili jo vetëm që pastron ashklat, por edhe stabilizon temperaturën e zonës së prerjes. Në lidhjet e nikelit si Inconel 718, vetëm kjo mund ta përgjysmojë shkallën e konsumimit të mjetit.
Shumë punishte ndërtimi i shmangen HSM-së sepse kërkon makina të ngurta, mbajtëse mjetesh të balancuara dhe shtylla të sofistikuara CAM. Por shpërblimi është i menjëhershëm: ju merrni më shumë pjesë për turn dhe kostoja kapitale e makinës amortizohet më shpejt. Për klientët, kjo përkthehet në një ulje të dukshme të çmimit pa asnjë kompromis në përfundimin e sipërfaqes ose integritetin.
3. Shfrytëzoni Qendrat e Integruara të Tornimit me Mulli për Përpunim të Përfunduar në Një
Një torno me vegla pune dhe një bosht të dorës nuk është thjesht një torno - është një fuqi konsolidimi. Në vend që të tornojë një pjesë në një torno dhe pastaj ta zhvendosë atë në një makinë frezimi për vrima tërthore, të sheshta dhe xhepa, një qendër tornimi me frez kryen të gjitha operacionet në mënyrë sekuenciale pa ndërhyrje manuale.
Pse kjo ulje kushton brenda natës? Merrni parasysh një komponent tipik të valvulës hidraulike që kërkon tornim, shpim dhe frezim periferik. Drejtimi tradicional:
Torno: sipërfaqe, kthesë, shpim (konfigurimi A)
Frezë: pjesë e tornuar me kapëse, pjesë të sheshta të frezës, shpim tërthor (konfigurimi B)
Transferimi sjell pasaktësi, dyfishon mundësinë e skrapit dhe lidh dy makina. Me një qendër freze për tornim, boshti kryesor përfundon të gjithë tornimin, pastaj nën-boshti kap pjesën, pret materialin dhe mjetet aktive frezojnë tiparet e pasme. Rezultati:
Zero kohë konfigurimi midis operacioneve
Eliminimi i inventarit në proces
Koncentricitet dhe rrjedhje më e mirë (shpesh nën 5 µm)
Makineritë tona të tornimit me frezë, të cilat përfshijnë torno precize të tipit zviceran për komponentë mjekësorë dhe elektronikë me diametër të vogël, prodhojnë rregullisht pjesë që përndryshe do të kërkonin procese të shumëfishta dytësore. Në një rast, një prodhues origjinal i pajisjeve mjekësore uli koston e tyre për njësi me 27% thjesht duke konsoliduar një montim boshti dhe unaze në një pjesë të vetme monolitike të prodhuar në platformën tonë të tornimit me frezë. Reagimet që u dhamë për projektimin për prodhim u kursenë atyre koston e montimit, dhimbjet e kokës së tolerancës dhe kohën e përgatitjes.
4. Optimizoni mjetet e prerjes dhe përzgjedhjen e veshjes duke përdorur të dhëna metrike në jetën reale
Veglat prerëse përfaqësojnë një pjesë të vogël të kostos totale të një pjese - zakonisht 3%–5% - megjithatë performanca e tyre ushtron një efekt disproporcional në produktivitet. Shumica e mekanikëve i zgjedhin mjetet bazuar në rekomandimet e katalogut ose në zakon, por ulja e vërtetë e kostos vjen nga trajtimi i veglave si një variabël dinamike që i përgjigjet materialit, ngurtësisë së makinës dhe kushteve të ftohjes.
Në GreatLight, ne përdorim një cikël të strukturuar optimizimi të mjeteve:
Krahasimi bazëPër një grup të ri materiali, ne kryejmë një seri testesh me kupona, duke regjistruar ngarkesën e boshtit, përfundimin e sipërfaqes dhe konsumimin e elementit të futur çdo 15 minuta.
Veshje për Mikro-MjedisinPër shembull, kemi zbuluar se veshjet me bazë AlTiN shkëlqejnë në përpunimin e thatë ose MQL të çeliqeve, ndërsa veshjet TiB₂ parandalojnë formimin e skajeve në alumin. Përputhja e veshjes me karakteristikat e transferimit të nxehtësisë së prerjes mund të ofrojë një rritje prej 50% të jetëgjatësisë së mjetit.
Optimizimi i trashësisë së çipitShumica e veglave nuk funksionojnë mirë sepse ngarkesa e çipit është shumë e lehtë - nxehtësia e fërkimit mbizotëron. Ne caktojmë një shpejtësi furnizimi që siguron që çipi të jetë mjaftueshëm i trashë për të larguar nxehtësinë, por brenda kufijve mekanikë të futjes.
Mullinj me furnizim të lartë për përpunim të ashpërDuke zvogëluar këndin e plumbit, një frezë me furnizim të lartë e përkthen forcën e prerjes në mënyrë aksiale në bosht, duke mundësuar furnizime jashtëzakonisht të shpejta të tavolinës (deri në 20 m/min) në makinat me fuqi të ulët kuajsh.
Kjo qasje sistematike parandalon hamendësimet. Në vend që t'i ndërrojmë mjetet çdo 50 pjesë "për të qenë të sigurt", ne e çojmë mjetin në limitin ekonomik bazuar në modele të konsumimit të përcaktuara. Kursimet nuk vijnë vetëm nga kostoja e futjeve; por nga shmangia e kohës së ndërprerjes së funksionimit për shkak të ndryshimeve të parakohshme të mjeteve dhe pjesëve të skrapitura nga dështimi katastrofik.
5. Integrimi i Metrologjisë në Proces dhe Prodhimit të Përkohshëm për Herën e Parë
Skrapi dhe ripërpunimi janë vrasësit e heshtur të fitimit. Pajisjet më të përparuara në botë ende japin vlerë zero nëse devijimet dimensionale nuk zbulohen deri në inspektimin përfundimtar. Integrimi i matjes në vetë ciklin e përpunimit - shpesh i quajtur prodhim me lak të mbyllur - e transformon kontrollin e cilësisë nga një aktivitet renditjeje në një funksion kontrolli të procesit.
Qasja jonë përfshin tre shtresa:
Sondazh në makinëSondat me prekje Renishaw në të gjitha makinat me 5 akse hetojnë të dhënat kritike në fillim të çdo cikli, duke përditësuar automatikisht zhvendosjet e punës për të kompensuar zhvendosjen termike ose ndryshimin e instalimeve. Pas përpunimit mekanik, ato verifikojnë karakteristikat kryesore ndërsa pjesa është ende e fiksuar, duke lejuar veprime korrigjuese të menjëhershme.
Vendosja e mjetit dhe zbulimi i thyerjesVendosësit e mjeteve me lazer matin automatikisht zhvendosjet e gjatësisë dhe diametrit, dhe makina monitoron ngarkesën e boshtit për të zbuluar mjetet e prishura brenda milisekondave, duke parandaluar një kaskadë të pjesëve të skrapuara.
Integrimi i CMM në linjëPër implantet mjekësore dhe komponentët e sigurisë automobilistike, ne i drejtojmë pjesët direkt në një makinë matëse koordinatash (CMM) që raporton përsëri në rrjetin CNC. Softueri i kontrollit statistikor të procesit (SPC) më pas rregullon parametrat e përpunimit për të mbajtur vlerat CpK mbi 1.67.
Ky investim në pajisje dhe softuerë metrologjike ul drejtpërdrejt koston e cilësisë. Kur një punë është "e duhura që në herën e parë", ju eliminoni punën dhe materialin e ripërpunimit, shpenzimet e inspektimit 100% manual dhe dëmtimin e markës nga një kthim i klientit. Për klientët tanë në sektorin mjekësor, kjo është e panegociueshme - ISO 13485 kërkon validim rigoroz të procesit dhe gjurmët tona të të dhënave në proces ofrojnë verifikimin që u nevojitet pa shtuar barrë administrative.
6. Shfrytëzimi i Prodhimit Hibrid-Aditiv për Paraforma në Formë të Afërt me Rrjetin
Një nga faktorët që ndikojnë më shumë në kosto është raporti "blej për të fluturuar" - pesha e pjesës hyrëse kundrejt peshës përfundimtare të pjesës. Në hapësirën ajrore dhe mbrojtje, raportet prej 10:1 nuk janë të pazakonta, që do të thotë se 90% e titanit ose aluminit të shtrenjtë përpunohet në çipa. Hyn në prodhim hibrid aditiv.

Në GreatLight, ne kemi kombinuar printimin 3D të metaleve (SLM, SLA, SLS) me përfundimin zbritës. Procesi është i thjeshtë: printoni një boshllëk pothuajse në formë rrjete në një makinë SLM, pastaj transferojeni atë në një CNC me 5 boshte për sipërfaqe, fileto dhe vrima precize përfundimtare. Përfitimet janë radikale:
Kursime materiale deri në 70%Duke shtypur vetëm materialin e nevojshëm, ne ulim koston e lëndës së parë dhe zvogëlojmë ndjeshëm vëllimin e çipave që do të riciklohen.
Kohë e reduktuar e përpunimitBoshi tashmë ka kanale të brendshme komplekse dhe rrjeta të lehta që do të ishin të pamundura për t'u përpunuar në mënyrë konvencionale. CNC pastron vetëm ndërfaqet kritike, duke ulur kohët e ciklit me 50% ose më shumë.
Liri Dizajni për Montime me Kosto EfektiveMontimet me shumë pjesë shpesh mund të konsolidohen në një komponent të vetëm të printuar dhe më pas të përpunuar me makinë, duke eliminuar elementët e fiksimit dhe punën e montimit.
Një startup robotik humanoid me të cilin kemi krijuar partneritet, kishte nevojë për lidhje këmbësh prej lidhjeje titaniumi me kanale ftohjeje të brendshme për nyje të motorizuara. Përpunimi tradicional do të kishte kërkuar shpimin, mbylljen dhe saldimin e pesë pjesëve të ndara. Duke printuar një guaskë njëpjesëshe në printerin tonë SLM 3D dhe më pas duke përdorur CNC me 5 boshte për të frezuar vrimat e kushinetës dhe sipërfaqet e vulosjes, ne e ulëm koston për montim me 42% dhe e ulëm kohën totale të përgatitjes nga gjashtë javë në dy. Ky nivel integrimi është i mundur vetëm kur një furnizues zotëron si aftësi shtesë ashtu edhe zbritëse nën një çati.
7. Zgjidhni një Partner të Integruar Vertikalisht dhe të Certifikuar në vend të një Ndërmjetësi Mallrash
Sekreti i fundit mund të jetë më i vështiri për t’u pranuar nga departamentet e prokurimit të kushtëzuara nga tregjet online: çmimi më i ulët për njësi rrallë jep koston më të ulët totale të pronësisë. Kursimet e vërteta brenda natës vijnë nga zgjedhja e një partneri prodhimi që mund ta kompresojë të gjithë zinxhirin e furnizimit - reagimet e projektimit, furnizimin me lëndë të parë, përpunimin, përpunimin pasues, përfundimin dhe inspektimin - në një njësi të vetme dhe të përgjegjshme.
Shumë platforma (si Xometry, Fictiv ose Protolabs Network) e grumbullojnë kërkesën dhe e drejtojnë atë në një rrjet të fragmentuar dyqanesh anonime. Ndërsa ky model ofron shpejtësi dhe gjerësi, ai shpesh sjell kosto të fshehura:
Mangësitë në komunikimQëllimi i dizajnit humbet në përkthim. Një shenjë e thjeshtë për prerje të nënvlerësuar ose për përfundimin e sipërfaqes mund të keqinterpretohet, duke çuar në grupe që plotësojnë kërkesat e printimit, por nuk funksionojnë.
Menaxhimi i Furnizuesve SerialëBarra e shqyrtimit, auditimit dhe kualifikimit të furnizuesve bie mbi ju. Nëse anodizimi i një punishteje tejkalon tolerancën dimensionale, ju duhet të ndërmjetësoni midis përfunduesit dhe mekanikut.
Mungesa e Optimizimit në Nivelin e ProcesitNdërmjetësit e mallrave rrallë investojnë kohë në kuptimin e planit tuaj të produktit. Ata nuk do të sugjerojnë në mënyrë proaktive një ndryshim në dizajn që mund të përgjysmojë kohën e përpunimit mekanik, sepse nuk planifikojnë të jenë partneri juaj afatgjatë.
Në të kundërt, një specialist si GreatLight CNC Machining funksionon si një zgjatim i ekipit tuaj të inxhinierisë. Me tre fabrika në pronësi të plotë, një fuqi punëtore prej 150 anëtarësh dhe certifikime që përfshijnë ISO 9001, IATF 16949 dhe ISO 13485, ne ofrojmë... zgjidhje të përpunimit preciz me një ndalesë të vetme që përfshijnë frezimin CNC, tornimin, derdhjen me presion, prodhimin e fletëve metalike dhe printimin 3D - të gjitha të përfunduara me çdo trajtim sipërfaqësor të kërkuar (anodizim, pasivizim, galvanizim me elektrolizë, veshje me pluhur). Kur na dërgoni një RFQ, një inxhinier i lartë i procesit shqyrton gjeometrinë për prodhueshmëri. Nëse një rritje e vogël e trashësisë së murit ose një ndryshim i rrezes mund të eliminojë një mjet të personalizuar, ne do t'ju tregojmë para se të ofrojmë një ofertë. Ky lloj reagimi teknik është i paçmuar.
Merrni parasysh një rast të kohëve të fundit: një furnizues i automobilave Tier-1 kishte nevojë për 5,000 strehime sensorësh alumini në muaj. Ata po e ndanin punën midis dy punishteve CNC dhe një anodizuesi të palës së tretë. Ne e analizuam punën dhe propozuam të konsolidonim gjithçka në objektin tonë: derdhjen me presion të pjesëve të zbrazëta, përpunimin e të dhënave kritike në një linjë të fiksuar me 4 akse dhe aplikimin e një anodizioni të fortë Tipi III me specifikime të larta brenda kompanisë. Kostoja për njësi ra me 19%, koha e përgatitjes ra nga 28 ditë në 11 dhe furnizuesi eliminoi shpenzimet e përgjithshme të menaxhimit të tre shitësve. Më e rëndësishmja, CpK dimensionale shkoi nga një vlerë margjinale 1.2 në një vlerë të qëndrueshme 1.8 sepse i gjithë procesi kontrollohej brenda një sistemi cilësie.
Si të filloni t'i zbatoni këto sekrete sonte
Zbatimi i vetëm tre prej këtyre strategjive mund të sjellë kursime të konsiderueshme, por parakushti është një partner prodhimi me pajisjet, talentin dhe bazën e cilësisë për t'i ekzekutuar ato. Ja një listë e shpejtë kontrolli për verifikimin e furnizuesve:
| Aftësi | Pse ka rëndësi | Angazhimi i GreatLight |
|---|---|---|
| Përpunim i njëkohshëm i vërtetë me 5 akse | Zvogëlon konfigurimet, përmirëson saktësinë; ±0.001 mm i arritshëm | Mbi 127 makina CNC; me format të madh 5-akshe për komponentë deri në 4000 mm |
| Integrimi i tornimit me mulli dhe torno zvicerane | Pjesët e gatshme në një eliminojnë kostot e WIP dhe të transportit | Torno shumëfunksionale me bosht të dytë dhe vegla të lëvizshme për diametra nga 1 mm deri në 500 mm |
| Metrologjia në proces dhe SPC | Cilësi e duhur për herë të parë; CpK > 1.67 standard | Sondazhi Renishaw + CMM + sythe reagimi në linjë |
| ISO 9001 / IATF 16949 / ISO 13485 | Besueshmëri, gjurmueshmëri dhe validim për automjete dhe mjekësi | I çertifikuar dhe i audituar çdo vit; certifikim i plotë i materialit dhe dokumentacion PPAP |
| Aftësia e Prodhimit Aditiv | Formëzimi pranë rrjetit ul raportin "blej me fluturim" dhe kohën e përfundimit | Printerë 3D SLM (metal), SLS, SLA të integruar; përfundim hibrid në të njëjtën linjë me 5 akse |
| Përpunimi i brendshëm pas përpunimit | Përgjegjësi e vetme për veshjen me llaç, anodizimin, lyerjen, etj. | Punëtori për përfundimin e sipërfaqes nën të njëjtën çati; pa vonesa në nënkontraktim |
| Mbështetje Inxhinierike DFM | Sugjerime proaktive për përcaktimin e kostos përpara prodhimit | Inxhinierët e lartë shqyrtojnë çdo artikull të parë dhe propozojnë optimizime |
Përfundim: Ulja e kostos është një sistem, jo një ngjarje
La 7 sekrete të tornos dhe makinës frezuese CNC për të ulur kostot e prodhimit brenda natës Nuk janë hile të izoluara; ato përfaqësojnë një filozofi prodhimi kohezive të rrënjosura në pajisje të nivelit të lartë, projektim të proceseve të bazuara në të dhëna dhe integrim vertikal. Siç e kam treguar, kalimi nga një model i shkëputur me shumë shitës në një partner të vetëm të çertifikuar si GreatLight mund të shkaktojë kursime shumë përtej çmimit për njësi të përpunimit - kursime në shpenzimet e përgjithshme të prokurimit, reduktimin e skrapit, ngjeshjen e kohës së përgatitjes dhe shpenzimet e përgjithshme inxhinierike që ushqejnë drejtpërdrejt rezultatin tuaj financiar.
Sipas përvojës sime, klientët që përfitojnë më shumë janë ata që e trajtojnë partnerin e tyre të përpunimit mekanik si një aleat strategjik. Ata ndajnë plane veprimi, na sfidojnë me gjeometri komplekse dhe presin - jo vetëm të pranojnë - reagime inxhinierike. Në këmbim, ata zhbllokojnë kapacitete dhe efikasitet të kostos që ndërmjetësit e mallrave nuk mund t'i ofrojnë kurrë.
Nëse jeni gati të ripërcaktoni qasjen tuaj ndaj prodhimit preciz, filloni një bisedë me një ekip që jeton dhe merr frymë me këto shtatë sekrete çdo ditë. Në fund të fundit, koha më e mirë për të ulur kostot ishte dje; koha e dytë më e mirë është pikërisht tani - dhe me partnerin e duhur, kursimet mund të duken vërtet brenda natës.

















