 Puh/WeChat:
Puh/WeChat:  Sähköposti:
Sähköposti:  Etusivu
EtusivuPinnan viimeistelykaavio: Täydellinen opas

 heinäkuu 24,2024
heinäkuu 24,2024 
Metallipinnan viimeistelykaaviot ovat referenssityökalu, jolla varmistetaan pinnan esikäsittelyn laatu ja tarkkuus. Fysikaalisten ominaisuuksien, kuten lujuus, sitkeys tai sitkeys jne., lisäksi pinta antaa materiaalille yleisilmeen. Sileä pintakäsittely antaa materiaalille paremman väsymyksen ja kulutuskestävyyden. Karheutta tarvitaan pinnoitteen levittämisessä ja silloin, kun tarvitaan kitkaa.
Pintakäsittelykaavio auttaa sinua valitsemaan sopivimman ja kustannustehokkaimman tavan haluttuun sileyteen. Tässä artikkelissa eri pinnan viimeistelykaavio näyttää pinnan karheuden vertailun prosessien, työkalujen ja parametrien kanssa.
Pintakäsittely: Yleiskatsaus
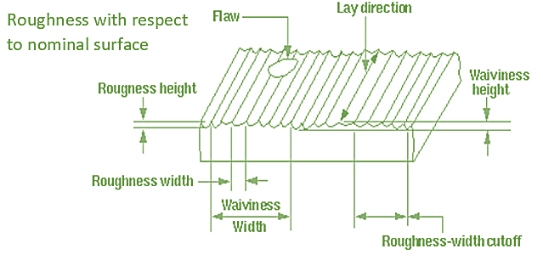
Pintakäsittely, jota kutsutaan myös pinnan topografiaksi tai pintatekstuuriksi, kertoo pinnan luonteesta näiden pinnan karheuden, asettelun ja aaltoilun kautta. Tuotteen pinnan viimeistely vaikuttaa tärkeisiin tekijöihin, kuten kulutuskestävyyteen, kitkaan ja tarttumiseen.
Pintojen viimeistelykaavion merkitys valmistuksessa ja suunnittelussa
Pintakäsittelykaavioita käytetään kuvaamaan tietyn materiaalin keskimääräistä karheusprofiilia eri käsittelytekniikoiden eli hionnan, kiillotuksen ja kiillotuksen jälkeen. Näitä kaavioita katsomalla voimme valita materiaalin ja käsitellä viisaasti halutun pinnan karheuden saavuttamiseksi.
Pintakäsittely antaa sinulle etuja, kuten paremman suorituskyvyn, kestävyyden ja korroosionkestävyyden. Voimme myös lisätä pitoa ja vähentää häikäisyä tekemällä teksturoidun pinnan.
Monien etujen kanssa sillä on myös joitain haittoja, kuten käsittelykustannusten nousu. Se vähentää materiaalin lujuutta poistamalla uloimman kerroksen. Karkeat pinnat voivat aiheuttaa materiaalin korroosiolle alttiita pinta-alan kasvaessa.
Prosessin valinnan lisäksi nämä kaaviot myös optimoivat prosessia ja lisäävät kustannustehokkuutta. Pintakäsittelyt on järjestetty standardoidusti, mikä myös auttaa säilyttämään tuotteen laadun.
Miten pinnan viimeistely mitataan
Pintamittaustekniikat luokitellaan kahteen laajaan kategoriaan pintavertailumenetelmät tai kosketuksettomat menetelmät. Yleisiä tekniikoita, joita käytetään pinnan karheuden mittaamiseen, ovat.
Pintaprofilometria
Pintaprofilometria tehdään pinnan karheuden ja kalvon paksuuden mittaamiseksi. Tässä tekniikassa timanttikärjen kynä liikutetaan näytteen pinnalla.
Naarmujen tarkastus
Tämä tarkastustekniikka edellyttää pehmeän materiaalin siirtämistä näytteen pinnan poikki ja paljastaa naarmukuvion niiden pinnalla. Käytetään materiaaleja, kuten lyijyä Babbittia tai muovia.
Mikroskooppiset kuvat
Näyte asetetaan mikroskoopin alle ja sen kuvia verrataan vaadittuihin pintakäsittelykuviin.
Silmämääräinen tarkastus
Jos pinnan karheudella on korkea arvo, se voidaan tarkkailla ja testata visuaalisesti. Tämän tarkastuksen tarkkuus on rajallinen. Jos karheus pienenee, työssä tarvitaan valaistuja suurennuslasia.
Induktio
Digitaalinen pinnan karheusmittari tuottaa lähtösignaaleja kelojen induktanssin muutoksen kautta, kun mittapää liikkuu karkeaa pintaa pitkin.
Laserskannaus
Tässä prosessissa käytetään laserkonfokaalimikroskooppeja. Ne toimivat kahdessa tilassa kosketustilassa ja kosketuksettomassa tilassa. Nämä mikroskoopit antavat sinulle vaaka-akselimittauksen ja voivat myös tehdä 3D-mittauksia käyttämällä kaukaisia kuvia.
Ultraääni testaus
Ultraääniantureilla voidaan mitata myös pinnan karheutta. Tulosten ja heijastuneiden ääniaaltojen muutos johtuu pintarakenteesta, joka antaa mittausarvot.
Pintojen viimeistelykaavioiden luokitus
Pintakäsittely luokitellaan seuraaviin luokkiin;
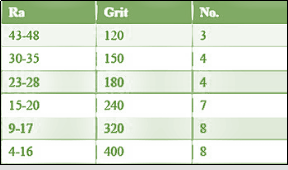
Työstöpinnan viimeistelytaulukko
Koneistusprosessit, kuten hionta, jyrsintä, sorvaus tai poraus, tuottavat erilaista pinnan karheutta tietylle materiaalille käsittelyn jälkeen. Koneen pinnan viimeistelytaulukko tarjoaa vertailun kunkin koneistusprosessin tuottamasta keskimääräisestä pinnan karheudesta. Tämä auttaa sinua valitsemaan prosessin, joka antaa haluamasi karheuden.
|
Valmistutkinto (Kiina)
|
ra (um) |
rz (um) |
ra (mikrotuumaa) |
Koneistuksen viimeistelymenetelmä |
|
1 |
50 |
200 |
2000 |
Karkea valu tai karkein koneistus |
|
2 |
25 |
100 |
1000 |
Karkea sorvaus, poraus, suunnittelu, poraus. Työstöjäljet ovat ilmeisiä |
|
3 |
12.5 |
50 |
500 |
Sama kuin 2 asteen viimeistely |
|
4 |
6.3 |
25 |
320 |
Normaali sorvaus, poraus, suunnittelu, poraus, hionta. Jäljet näkyvät |
|
250 |
||||
|
5 |
3.2 |
12.5 |
200 |
Samat prosessit kuin 4 astetta, mutta koneistusjälkiä on jonkin verran näkyvissä |
|
160 |
||||
|
125 |
||||
|
6 |
1.6 |
6.3 |
100 |
Näitä prosesseja käytetään: Numeroohjattu sorvaus, poraus, suunnittelu, poraus, hionta. Koneen jälkiä ei näy, mutta ohjeet ovat |
|
80 |
||||
|
63 |
||||
|
7 |
0.8 |
6.3 |
50 |
Samat prosessit kuin tutkinnon viimeistely 6. Mutta ohjeet ovat epäselviä |
|
40 |
||||
|
32 |
||||
|
8 |
0.4 |
3.2 |
25 |
Prosessit, kuten kalvaaminen, hionta, poraus ja valssaus, tekevät pinnasta tasaisen, mutta merkit ovat epäselviä |
|
20 |
||||
|
16 |
||||
|
9 |
0.2 |
1.6 |
12.5 |
Hionta, supertyöstö tekee jälkistä ja niiden suunnasta näkymättömiä |
|
10 |
||||
|
8 |
||||
|
10 |
0.1 |
0.8 |
4 |
Jatkuva supertyöstö tuottaa parhaan mahdollisen pinnan tumman kiillon |
Pintakäsittelyjä ja näytteiden karheusmäärää eri vaakajyrsintä-, sorvaus- ja pystyjyrsintäprosessien kautta verrataan alla olevassa taulukossa.
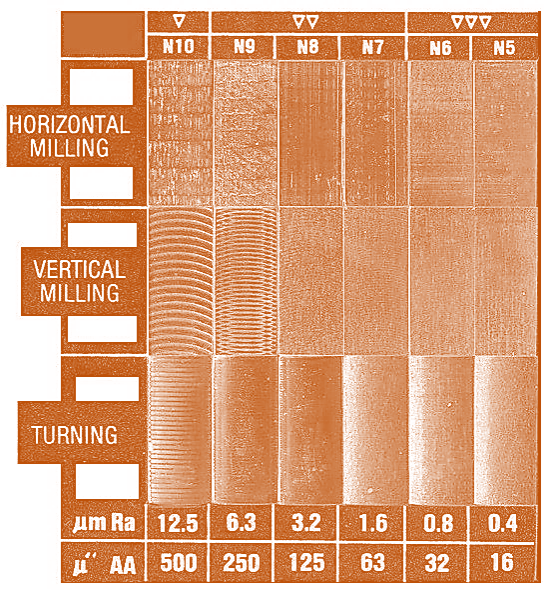
Näiden näytteiden pinnalla on erilaisia kuvioita erilaisista työstötyökaluista johtuen, mutta silti niillä on sama karheusluku, koska niiden keskimääräinen karheus on samanlainen.
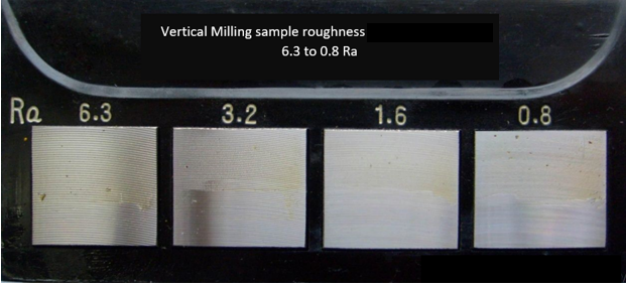
Jyrsintäpinnan viimeistelykaavio
Toisin kuin koneistuspintakaaviossa, jyrsintäpintakaaviossa pääpaino on jyrsintäprosessissa. Se vertaa eri leikkaustyökalujen tuottamaa keskimääräistä pinnan karheutta, leikkausnopeutta ja syöttönopeuksia. Joten jos sinulla on vain mahdollisuus valita jyrsintäprosessi, katsomalla tätä pintakäsittelykaaviota voit optimoida prosessin.
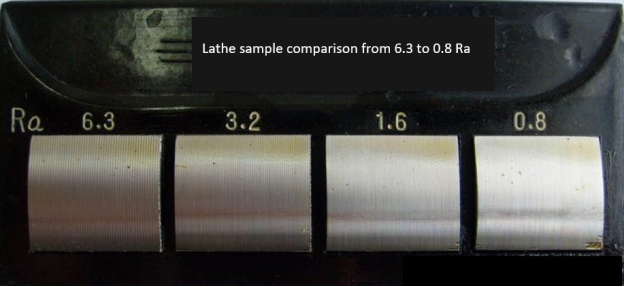
Sorvin pintakäsittelykaavio
Sorvin pinnan viimeistelykaavio näyttää eri materiaaleista ja leikkausparametreista johtuvat pinnan karheuden vaihtelut. Jos olet koneistaja tai insinööri, nämä taulukot auttavat sinua valitsemaan parhaat sorvin asetukset saadaksesi halutun tekstuurin tietyn materiaalin pinnalle.
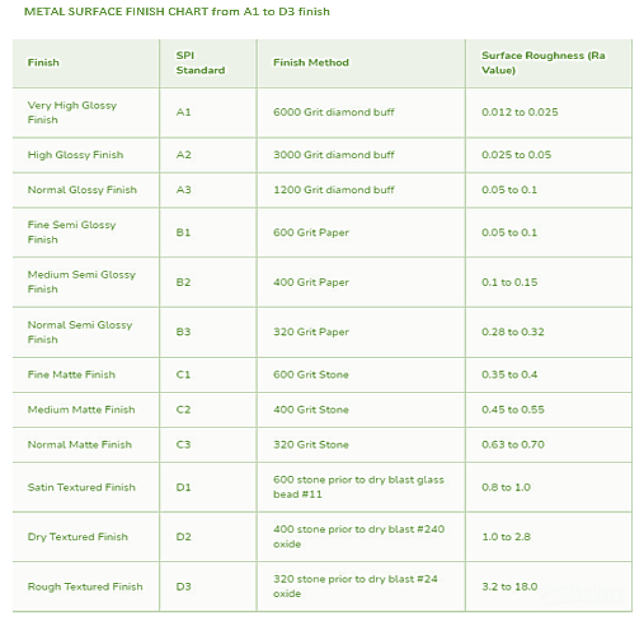
Muovipinnan viimeistelytaulukko
Muovinen viimeistelytaulukko antaa sinulle kontrastin eri pintakäsittelyjen välillä, niiden karheusalueen ja viimeistelyn saavuttamisen kustannukset. Sitten muovimateriaaleja verrataan halutun karheuden suhteen, esimerkiksi sopivin materiaali A1 erittäin kiiltävälle pinnalle (jossa on minimikarheus) on akryylipolymeeri. Polypropeeni ja polyuretaani eivät sovellu kiiltävän pinnan viimeistelyyn.
Erilaiset muovit ja niiden soveltuvuus A1, A2 ja A3 superlasimaiseen pintakäsittelyyn esitetään.
|
polymeerit |
A1 |
A2 |
A3 |
|
ABS |
Keskimäärin |
Keskimäärin |
hyvä |
|
Polypropeeni (PP) |
Huono |
Keskimäärin |
Keskimäärin |
|
Polystyreeni (PS) |
Keskimäärin |
Keskimäärin |
hyvä |
|
HDPE |
Huono |
Keskimäärin |
Keskimäärin |
|
Nylon |
Keskimäärin |
Keskimäärin |
hyvä |
|
Polykarbonaatti (PC) |
Keskimäärin |
hyvä |
Erinomainen |
|
Polyuretaani (TPU) |
Huono |
Huono |
Huono |
|
Akryyli |
Erinomainen |
Erinomainen |
Erinomainen |
Metallipinnan viimeistelytaulukko
Metallin pinnan viimeistelykaavio tarjoaa yhdistetyn vertailun eri metallien pinnan karheudesta erilaisten työstöprosessien, kuten hiontaan, jyrsintään jne., jälkeen. Se auttaa myös optimoinnissa. Nämä kaaviot käsittelevät enemmän materiaaleihin liittyviä viimeistelyprosesseja, toisin kuin koneistuskaaviot, jotka vertailevat kaikkia koneistusprosesseja.
Ruostumattoman teräksen pintakäsittelytaulukko
Yksinkertainen ruostumattoman teräksen pinnan viimeistelytaulukko näyttää keskimääräisen karheuden, karkeuden ja kiillotusluvun. Karkeus- ja kiillotusarvot perustuvat prosessiin, jota materiaalimme ovat käyttäneet pinnan viimeistelyyn. Puolalainen luku vaihtelee välillä 1-8, 1 on kiillottamaton ja 8th on pienin karheusluku. Nämä pintakäsittelyt valmistetaan lankapyörillä, joissa on hiomamateriaalikerros, jolla on tietty karkeusluku.
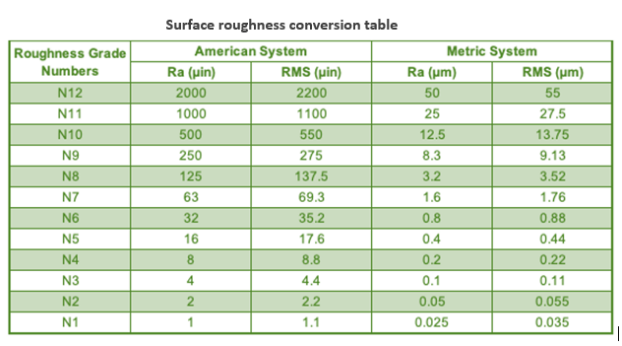
Pintakäsittelyn muunnoskaavio
Eri toimialat käyttävät erilaisia standardoituja pinnan karheuden yksiköitä. Tämä kaavio auttaa sinua ymmärtämään pinnan viimeistelykaavioita, joita eri teollisuudenaloja käyttävät muissa maissa. Muunnos seuraavien yksiköiden välillä tehdään:
Ra = Karkeus Keskiarvo mikrometreinä tai mikrotuumina.
RMS = Root Mean Square mikrotuumina.
CLA = keskiviivan keskiarvo mikrotuumina.
Rt = Karheus yhteensä mikroneina
N = uudet ISO-asteikkonumerot.
Rajauspituus = näytteelle vaadittu pituus.
|
N |
Ra |
Rz |
CLA |
RMS |
Leikkaa pituus |
|
|
Tuumaa |
mm |
|||||
|
1 |
0.3 |
0.025 |
1 |
1.1 |
0.003 |
0.08 |
|
2 |
0.5 |
0.05 |
2 |
2.2 |
0.01 |
0.25 |
|
3 |
0.8 |
0.1 |
4 |
4.4 |
0.01 |
0.25 |
|
4 |
1.2 |
0.2 |
8 |
8.8 |
0.01 |
0.25 |
|
5 |
2.0 |
0.4 |
16 |
17.6 |
0.01 |
0.25 |
|
6 |
4.0 |
0.2 |
32 |
35.2 |
0.03 |
0.8 |
|
7 |
8.0 |
1.6 |
63 |
64.3 |
0.03 |
0.8 |
|
8 |
13 |
3.2 |
125 |
137.5 |
0.1 |
2.5 |
|
9 |
25 |
6.3 |
250 |
275 |
0.1 |
2.5 |
|
10 |
50 |
12.5 |
500 |
550 |
0.1 |
2.5 |
|
11 |
100 |
25 |
1000 |
1100 |
0.3 |
8.0 |
Erilaisten pinnan viimeistelykaavioiden ymmärtäminen
Helmen puhalluspinnan viimeistelykaavio
Helmipuhallus tehdään kohdentamalla lasi- tai teräshelmiä korkealla paineella valmistettavan materiaalin pintaan. Se tarjoaa keskimääräisen karheuden 42 Ra (mikrotuumaa). Tyypillinen helmitaulukko antaa sinulle karheusarvojen kontrastin käyttämällä eri kokoisia ja materiaaleja. Painetta ja suutinetäisyyttä voidaan myös lisätä taulukkoon pinnan viimeistelyn optimoimiseksi.
|
Luokka |
Pinnan karkeus |
Esiintyminen |
Sovellukset |
|
Grade 1 |
Erittäin hieno helmipuhallus |
Tasoita |
Kosmeettiset osat, lääketieteelliset laitteet |
|
Grade 2 |
Hieno räjäytys |
Matala rakenne |
Ilmailuteollisuuden komponentit |
|
Grade 3 |
Keskikokoinen puhallus |
Kohtalainen rakenne |
Auton osat, koneet |
|
Grade 4 |
Karkea puhallus |
Karkea rakenne |
Merikomponentit |
Pinnoitteen paksuustaulukko
Tämä taulukko suosittelee eri haluttuja pinnoitepaksuuksia tai -tyyppejä tietylle materiaalille. Pinnoitepaksuudet ilmaistaan monissa yksiköissä, kuten mikrometreinä, millimetreinä, mileinä (tuhansia tuumaa) tai mikrotuumina. Joten jos sinun on levitettävä pinnoite eri yksiköissä, tämä kaavio säästää aikaasi [15]. Nämä kaaviot ovat tärkeitä sellaisilla aloilla kuin maali, korroosiosuojaus, laadunvalvonta jne. [14].
|
pm |
mm |
tuuma |
Mils (tuhatta tuuman verran) |
Kymmenesosat (/ tuuman verran)
|
Miljoonasosat (yksi miljoonia tuumaa) |
|
1 |
0.1 |
0.0001 |
0.000004 |
0.004 |
0.04 |
|
2 |
0.5 |
0.0005 |
0.00002 |
0.02 |
0.2 |
|
3 |
1 |
0.001 |
0.000039 |
0.039 |
0.39 |
|
4 |
1.5 |
0.0015 |
0.000059 |
0.059 |
0.59 |
|
5 |
2 |
0.002 |
0.000079 |
0.079 |
0.79 |
|
6 |
2.5 |
0.0025 |
0.000098 |
0.098 |
0.98 |
|
7 |
3 |
0.003 |
0.000118 |
0.118 |
1.18 |
|
8 |
3.5 |
0.0035 |
0.000138 |
0.138 |
1.38 |
|
9 |
4 |
0.004 |
0.000157 |
0.157 |
1.57 |
|
10 |
4.5 |
0.0045 |
0.000177 |
0.177 |
1.77 |
|
11 |
5 |
0.005 |
0.000197 |
0.197 |
1.97 |
|
12 |
5.5 |
0.0055 |
0.000217 |
0.217 |
2.17 |
|
13 |
6 |
0.006 |
0.000236 |
0.236 |
2.36 |
|
14 |
7 |
0.007 |
0.000276 |
0.276 |
2.76 |
|
15 |
8 |
0.008 |
0.000315 |
0.315 |
3.15 |
|
16 |
9 |
0.009 |
0.000354 |
0.354 |
3.54 |
|
17 |
10 |
0.01 |
0.000394 |
0.394 |
393.7 |
|
18 |
12 |
0.012 |
0.000472 |
0.472 |
4.72 |
|
19 |
15 |
0.015 |
0.000591 |
0.591 |
5.91 |
|
20 |
20 |
0.02 |
0.000787 |
0.787 |
7.87 |
Viimeistele laatutaulukko
Viimeistelylaatutaulukko näyttää erilaisia pintakäsittelyjä kiillottamattomista kiillotettuihin (erittäin heijastaviin) pintoihin ja niiden pinnan karheusarvot mikrometreinä (µm) tai mikrotuumina (µin). Nämä sisältävät joskus kuvia viimeistelymateriaalien pinnasta. Seuraavassa taulukossa on eri laatunumerot ja merkit karheusnumeroille.
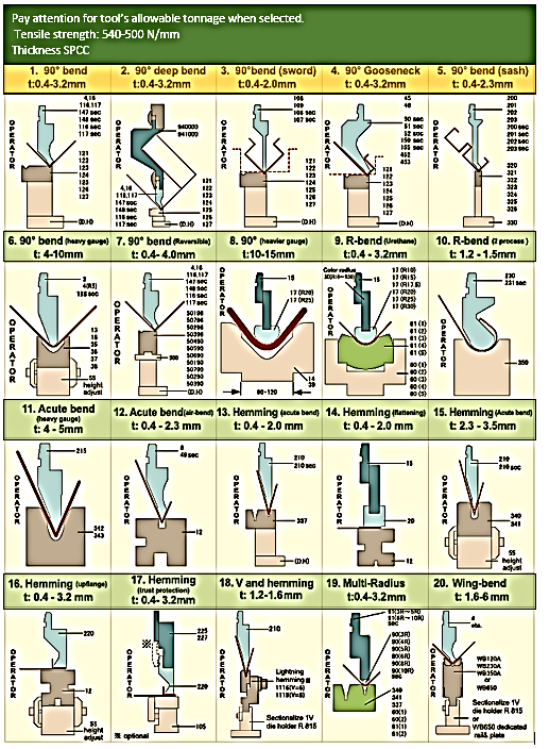
Työkalukaavio
Työkalutaulukko antaa tietoa useista teollisuudessa käytetyistä työkaluista. Sen tärkeimmät osat ovat työkalutyyppi, työkalun koko, syöttönopeudet tai materiaalit [16]. Se lisää prosessin tehokkuutta ja vähentää myös materiaalihukkaa käyttämällä oikeaa työkalua työhön. Joten se säästää rahaa ja aikaa.
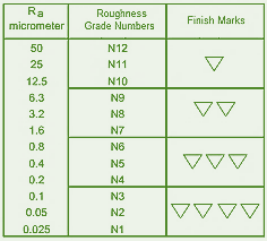
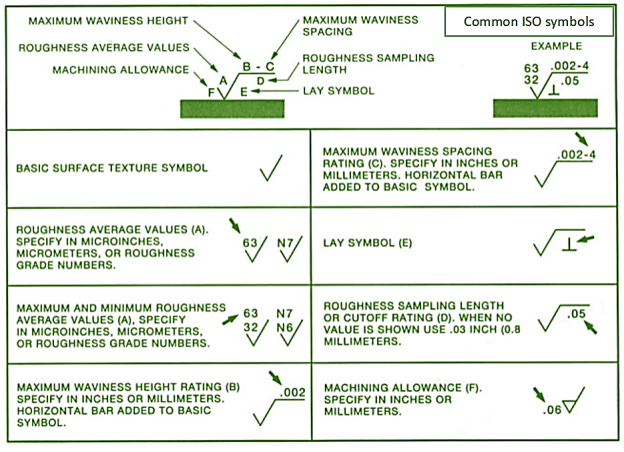
Pinnan viimeistelyn symbolien taulukko
ISO-pinnan viimeistelyn symbolit
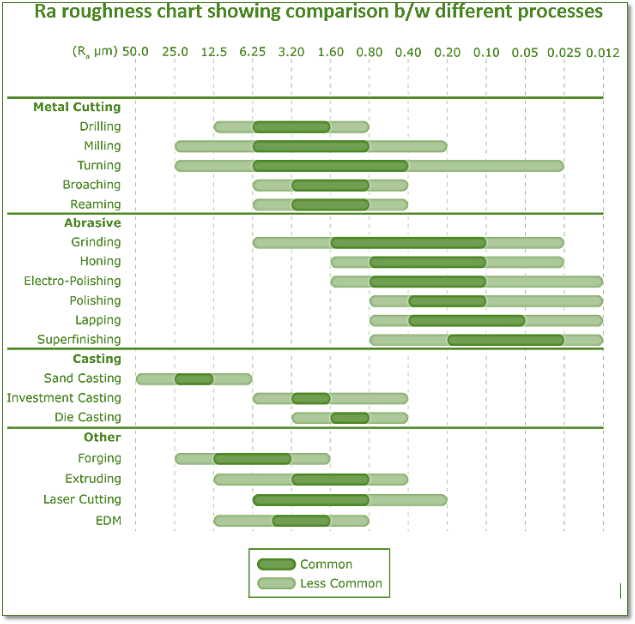
Ra karheustaulukko
ra on keskimääräinen karheusarvo, jota käytetään mittaamaan keskihajonnan keskiarvoa keskiviivasta. Se voidaan esittää µm:nä tai µin:nä. Se näyttää myös pinnan viimeistelyt sekä ra-karheusarvon. Pintakäsittelyn keskimääräistä karheutta tarkastelemalla voit valita materiaaleja, jotka vaativat tiettyä kitkaa, tiivistyskykyä ja esteettistä ulkonäköä.
Rz pinnan karheustaulukko
rz tunnetaan syvyyskarkeudena. Se lasketaan etsimällä keskimääräinen etäisyys korkeimman ja alimman huipun välillä. rz-pinnan karheustaulukko näyttää myös erilaisia teksturoituja pintoja rz-arvojen kanssa. Se kertoo materiaalin kulutuskestävyydestä ja siitä, kuinka se kestää voiteluainetta.
|
Valmistutkinto
|
rz (um) |
Koneistuksen viimeistelymenetelmä |
|
N12 |
200 |
Karkea valu tai karkein koneistus |
|
N11 |
100 |
Karkea sorvaus, poraus, suunnittelu, poraus. Työstöjäljet ovat ilmeisiä |
|
N10 |
50 |
Sama kuin 2 asteen viimeistely |
|
N9 |
25 |
Normaali sorvaus, poraus, suunnittelu, poraus, hionta. Jäljet näkyvät |
|
N8 |
12.5 |
Samat prosessit kuin 4 astetta, mutta koneistusjälkiä on jonkin verran näkyvissä |
rms pintakäsittelykaavio
rms-pinnan viimeistelyssä chatin pinnan karheus ilmaistaan rms:nä (neliön keskiarvo). Sillä on samanlaiset yksiköt µm tai µin. Tämä kaavio antaa myös kuvan materiaalin väsymisiästä.
|
Valmistutkinto
|
rms |
Koneistuksen viimeistelymenetelmä |
|
N12 |
55 |
Karkea valu tai karkein koneistus |
|
N11 |
27.5 |
Karkea sorvaus, poraus, suunnittelu, poraus. Työstöjäljet ovat ilmeisiä |
|
N10 |
13.75 |
Sama kuin 2 asteen viimeistely |
|
N9 |
9.13 |
Normaali sorvaus, poraus, suunnittelu, poraus, hionta. Jäljet näkyvät |
|
N8 |
3.52 |
Samat prosessit kuin 4 astetta, mutta koneistusjälkiä on jonkin verran näkyvissä |
Pinnan karheuskaavion muunnos
Tämä kaavio muuntaa pinnan karheuden useiksi yksiköiksi. Tämä auttaa sinua valitsemaan alan käyttämän vakioyksikön. Seuraavia kaavoja käytetään näiden yksiköiden muuntamiseen
- Mikrometreistä (µm) mikrotuumiin (µin): mikrotuumaa (µin) = mikrometriä (µm) x 39.3701
- Mikrometreistä (µm) millimetreihin (mm): millimetrit (mm) = mikrometrit (µm) / 1000
- Mikrotuumia (µin) mikrometreihin (µm): mikrometriä (µm) = mikrotuumaa (µin) / 39.3701
- Mikrotuumia (µin) millimetreihin (mm): millimetrejä (mm) = mikrotuumia (µin) / 39,370 XNUMX
- Millimetreistä (mm) mikrometreihin (µm): mikrometrit (µm) = millimetrit (mm) x 1000
- Millimetreistä (mm) mikrotuumiin (µin): mikrotuumaa (µin) = millimetriä (mm) x 39,370 XNUMX
Alla on esimerkkinä kaavio pinnan karheuden muunnostaulukosta [1].
Pinnan viimeistelyyn vaikuttavat tekijät
Jotkut tärkeimmistä tekijöistä, jotka sinun tulee pitää mielessä, ovat;
Leikkaustyökalun materiaali
Käyttämäsi leikkausmateriaalin tyyppi vaikuttaa myös pinnan karheuteen, esimerkiksi pikaterästyökalut tuottavat enemmän karheutta pintaan, kun taas kovametalli- ja keraamiset työkalut antavat tasaisen pinnan.
Materiaalin kovuus
Jos materiaalin kovuus on lähellä leikkuutyökalun kovuutta, pinnan karheus olisi suurempi. Joten suurempi on kovuusrako kahden materiaalin välillä, ja työkalun pinta on tasaisempi.
Koneistusparametrit
Työstöparametrit, kuten leikkausnopeus, leikkaussyvyys, syöttö ja materiaalin poistonopeus. Näitä parametreja voidaan muuttaa halutun pinnan karheuden saamiseksi.
Voitelu ja jäähdytys
Voitelu tai muut jäähdytysprosessit vähentävät kitkaa ja säästävät työkalua vaurioilta ja tarjoavat siistin pinnan.
Käsittelyn jälkeiset hoidot
Koneistuksen jälkeen tehdään lisäkäsittely, kuten kemiallinen käsittely, hiominen ja kiillotus pinnan sileyden lisäämiseksi.
Pinnankarheuden muunnoskaaviotaulukot
Seuraava taulukko näyttää karheuden muuntamisen eri yksiköiksi.
Pintakäsittely tarkistetaan
Pinnan viimeistely tarkistetaan profilometreillä ja yllä mainituilla eri tekniikoilla. Profilometrit sisältävät kynän, joka liikkuu materiaalin pinnalla ja laskee karheuden syvyyden.
Yhteenveto
Pinnan viimeistelyä ei tehdä vain tuotteen esteettiseksi näyttämiseksi. Hyvä pintakäsittely voi parantaa materiaalin väsymiskestävyyttä. Tässä artikkelissa käsitellään monenlaisia pinnan viimeistelykaavioita, jotka antavat sinulle käsityksen eri käsittelytyypeillä ja työkaluilla saavutetusta pinnan karheudesta.
Pinnan viimeistelykaaviot säästävät aikaasi parhaan mahdollisen prosessin ja työkalun löytämisessä haluttuun pinnan karheuteen. Lisätään myös tapoja laskea pinnan karheutta, mikä auttaa sinua kaavioiden tekemisessä. Voit tehdä mukautettuja kaavioita tarpeidesi mukaan käyttämällä vakioyksikköjä.
Lisäopiskelua ja -selvitystä varten voit tarkistaa kansainvälisen standardoinnin organisaation (ISO). On olemassa standardeja, jotka liittyvät pinnan karheuden ja tekstuurin laskemiseen, kuten ISO 4287, ISO 25178 ja ISO 1302. Voit tarkistaa verkkokursseja udemysta ja courserasta, lisäksi on paljon tutkimuspapereita ja kirjoja tämän alan oppimiseen.
China GreatLight CNC experts also provide you with the facility of surface finishing. It is divided into two types, one is achieved through removal of material and other is carried out by adding a layer of coating. Following processes are used:
- Helmipuhallus
- anodisointi
- Galvanointi
- Jauhemaalaus
- kiillotus
- Sively
- Musta oksidi
- Alodine
- Osien valmistus
UKK
Onko hitsaus menetelmä pinnan viimeistelyn saavuttamiseen?
Ei, hitsausta ei tehdä pinnan viimeistelyn saavuttamiseksi. Hitsaus on liitosprosessi, jossa kaksi metallia sulatetaan yhteen. Pinnan viimeistely on tulosta erilaisista prosesseista, kuten hiomisesta, kiillotuksesta tai pinnoittamisesta. Hitsausta voi esiintyä metallin tai lejeeringin pinnalla, mutta se ei tarkoita, että sitä käytetään tähän tarkoitukseen.
Mikä on 125-pinnan viimeistely?
125-pinnan viimeistely tarkoittaa, että pinta on työstetty saavuttamaan keskimääräinen karheusarvo 125 mikrotuumaa (µin) tai noin 3.2 mikrometriä (µm). Tämä viimeistely liittyy sileisiin pintoihin, jotka sopivat tiettyihin teknisiin sovelluksiin.
Valmistetaanko laadukas pintakäsittely?
 Alumiini 6061 T6 vs T651 vs T6511: Mikä on ero?
Alumiini 6061 T6 vs T651 vs T6511: Mikä on ero? 






