به عنوان یک مهندس ارشد تولید با بیش از یک دهه تجربه عملی در ماشینکاری دقیق، اغلب با یک سوال داغ مواجه میشوم: «واقعیت چیست؟» ۷ راز تراش و فرز CNC برای کاهش یک شبه هزینههای تولید«پاسخ در ترفندهای کوتاهمدت یافت نمیشود، بلکه در یک رویکرد منظم و مهندسیمحور است که توانایی ماشین، هوش فرآیند و ادغام زنجیره تأمین را ترکیب میکند. هر مدیر تولیدی رویای بیدار شدن با کاهش ۲۰ تا ۳۰ درصدی هزینه هر قطعه بدون کاهش کیفیت را در سر میپروراند - و پس از سالها اصلاح روشهای ما در GreatLight CNC Machining، میتوانم تأیید کنم که با اعمال استراتژیهای مناسب، این امر کاملاً قابل دستیابی است.
در این مقاله، پرده از هفت اهرم فنی و مدیریتی که عملیات تراشکاری و فرزکاری CNC را از مراکز هزینه به عوامل سودآوری تبدیل میکنند، برمیدارم. اینها تئوریهای کتابهای درسی نیستند؛ بلکه شیوههای آزمایششده در میدان نبرد هستند که به تأسیسات ما - یک مرکز تولید ۷۶۰۰۰ فوت مربعی با ۱۲۷ واحد تجهیزات دقیق - کمک کردند تا قطعات موتورهای خودرو، رباتهای انساننما، دستگاههای پزشکی و کاربردهای هوافضا را با قیمتهای رقابتی جهانی ارائه دهند. چه یک استارتاپ تحقیق و توسعه باشید و چه یک مهندس تدارکات که از افزایش بودجه خسته شدهاید، در اینجا بینشهای عملی خواهید یافت که مبتنی بر دادههای واقعی تولید و استانداردهای سختگیرانه ISO 9001، IATF 16949 و ISO 13485 هستند.

7 راز تراش و فرز CNC برای کاهش هزینههای تولید در یک شب
بیایید مستقیماً به هفت تاکتیکی بپردازیم که میتوانند ساختار هزینههای شما را اساساً تغییر دهند. هر راز یک بلوک سازنده است؛ آنها را ترکیب کنید، و صرفهجوییها به طرز چشمگیری افزایش مییابد.
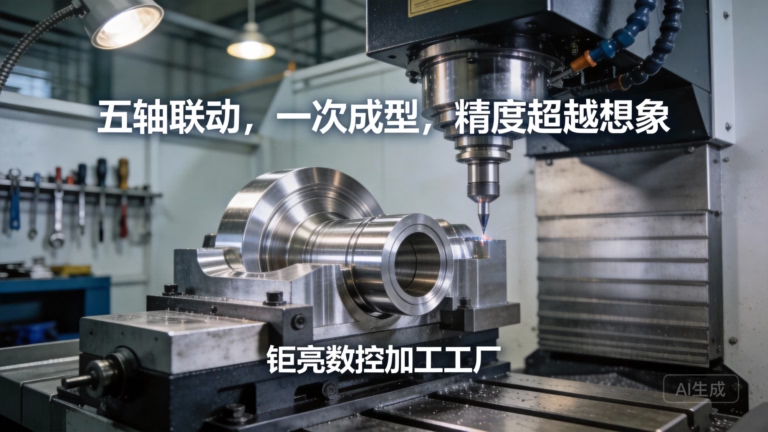
۱. از ماشینکاری همزمان ۵ محوره برای حذف تنظیمات چندگانه استفاده کنید
قدرتمندترین ابزار کاهش هزینه در ماشینکاری CNC مدرن، مرکز ماشینکاری پنج محوره است. فرزکاری سنتی سه محوره شما را مجبور میکند که برای هندسههای پیچیده، قطعه کار را چندین بار جابجا کنید - هر تنظیم، هزینههای فیکسچر را افزایش میدهد، خطاهای تلرانس تجمعی را افزایش میدهد و زمان کار را مصرف میکند. ماشینکاری CNC 5 محوره دقیق با این حال، مرکز با حرکت همزمان میتواند به پنج ضلع یک قطعه در یک گیره واحد دسترسی پیدا کند.
این فلسفهی تکراهه، هزینهها را مستقیماً از سه طریق کاهش میدهد:
هزینه نصب کمتر: فیکسچرهای سفارشی برای هر جهتگیری میتواند صدها یا حتی هزاران دلار هزینه داشته باشد. با 5 محور، یک دم چلچلهای ساده یا فک نرم اغلب کافی است.
کاهش چشمگیر نیروی کار نصب و راه اندازیهر تغییر موقعیت دستی ۱۵ تا ۴۵ دقیقه طول میکشد. در یک دسته ۱۰۰ قطعهای، این معادل چند روز زمان بدون برش است.
تلرانسهای واقعی دقیقترخطاهای روی هم انباشته ناشی از همترازیهای مکرر از بین میروند. در GreatLight، ما به طور معمول ±0.001 میلیمتر را در میان ویژگیهای زاویهای مرکب نگه میداریم زیرا قطعه هرگز از چارچوب مرجع خارج نمیشود.
تأسیسات ما چندین ماشین ۵ محوره با برندهای مختلف از Dema و Beijing Jingdiao را اداره میکند که ما را قادر میسازد براکتهای پیچیده هوافضا، اتصالات ربات و محفظههای الکترونیکی خودرو را به صورت یکجا ماشینکاری کنیم. در یک مطالعه موردی، یک مشتری خودرو با انرژی نو، تنها با تغییر از فرآیند متوالی ۳ محوره به عملیات یکپارچه ۵ محوره، ۳۸ درصد کاهش در ساعات ماشینکاری را مشاهده کرد. هنگام ارزیابی تأمینکنندگان، بپرسید که آیا آنها قابلیت همزمان ۵ محوره واقعی - نه فقط موقعیتیابی ۳+۲ - را دارند یا خیر، زیرا فقط حرکت همزمان میتواند سطوح صاف و تراشیده شدهای را ایجاد کند که پرداخت دستی را از بین میبرد.
۲. استراتژیهای ماشینکاری پرسرعت بهینهشده برای مواد خود را اتخاذ کنید
ماشینکاری پرسرعت (HSM) صرفاً افزایش دور اسپیندل نیست؛ بلکه ترکیبی آگاهانه از عمق برش کم، نرخ پیشروی بالا و مسیرهای ابزار برنامهریزیشدهی ویژه است که نیروهای برش را ثابت نگه میدارد. هنگامی که به درستی انجام شود، HSM میتواند نرخ برادهبرداری فلز را دو یا حتی سه برابر کند و در عین حال عمر ابزار را افزایش دهد - که یک مزیت آشکار برای هزینه به ازای هر قطعه است.
عناصر کلیدی که ما در GreatLight رعایت میکنیم عبارتند از:
آسیاب تروکوئیدالبه جای اینکه ابزار در یک برش تمام عرض فرو برود، ابزار یک مسیر مارپیچی را دنبال میکند که زاویه درگیری کوچک و ثابتی را حفظ میکند. این امر سرعتهای بالاتر، برادههای نازکتر و تولید گرمای بسیار کمتر را ممکن میسازد. بهبود عمر ابزار از ۴۰ تا ۶۰ درصد در تیتانیوم و فولاد ضد زنگ رایج است.
پاکسازی تطبیقیالگوریتمهای پیشرفته CAM به طور خودکار نرخ تغذیه را بر اساس حجم مواد باقی مانده تنظیم میکنند و از اضافه بار و لرزش جلوگیری میکنند. در یک قطعه سازهای آلومینیومی ۶۰۶۱ جدید، پاکسازی تطبیقی زمان چرخه را از ۲۲ دقیقه به ۱۱ دقیقه کاهش داد.
تخلیه تراشه و خنککننده فشار بالاماشینکاری پرسرعت (HSM) برادههای ریزی تولید میکند که باید فوراً تخلیه شوند. دستگاههای ما از خنککنندهی 70 بار در طول اسپیندل استفاده میکنند که نه تنها برادهها را از بین میبرد، بلکه دمای ناحیهی برش را نیز تثبیت میکند. در آلیاژهای نیکل مانند اینکونل 718، همین امر به تنهایی میتواند نرخ سایش ابزار را به نصف کاهش دهد.
بسیاری از کارگاههای تولید از HSM دوری میکنند زیرا به ماشینهای سفت و سخت، ابزارگیرهای متعادل و ستونهای CAM پیچیده نیاز دارد. اما نتیجه آن فوری است: شما قطعات بیشتری در هر شیفت دریافت میکنید و هزینه سرمایه دستگاه سریعتر مستهلک میشود. برای مشتریان، این به معنای کاهش قابل توجه قیمت بدون هیچ گونه مصالحهای در پرداخت یا یکپارچگی سطح است.
۳. از مراکز چرخش آسیاب یکپارچه برای پردازش یکپارچه استفاده کنید
یک ماشین تراش با ابزار زنده و یک اسپیندل فرعی فقط یک ماشین تراش نیست - بلکه یک نیروگاه تحکیم است. به جای اینکه یک قطعه را روی ماشین تراش بچرخانید و سپس آن را برای سوراخهای متقاطع، تختها و حفرهها به دستگاه فرز منتقل کنید، یک مرکز فرزکاری تمام عملیات را به صورت متوالی و بدون دخالت دست انجام میدهد.
چرا این کاهش هزینهها یک شبه اتفاق میافتد؟ یک قطعه شیر هیدرولیک معمولی را در نظر بگیرید که نیاز به تراشکاری، سوراخکاری و فرزکاری جانبی دارد. فرزکاری سنتی:
تراش: صفحه تراش، تراشکاری، مته کاری (تنظیمات A)
فرز: قطعه تراش خورده با گیره، فرز تخت، مته متقاطع (چیدمان B)
این انتقال باعث عدم دقت میشود، احتمال ضایعات را دو برابر میکند و دو ماشین را به هم متصل میکند. با یک مرکز فرزکاری، اسپیندل اصلی تمام تراشکاری را کامل میکند، سپس اسپیندل فرعی قطعه را میگیرد، قطعه را برش میدهد و ابزارهای زنده، ویژگیهای پشتی را فرزکاری میکنند. نتیجه:
زمان راهاندازی صفر بین عملیات
حذف موجودی در جریان ساخت
تمرکز و انحراف بهتر (اغلب کمتر از ۵ میکرومتر)
دستگاههای فرزکاری ما، که شامل تراشهای دقیق سوئیسی برای قطعات پزشکی و الکترونیکی با قطر کوچک هستند، مرتباً قطعاتی را تولید میکنند که در غیر این صورت به چندین فرآیند ثانویه نیاز دارند. در یک مورد، یک تولیدکننده تجهیزات اصلی (OEM) تجهیزات پزشکی، تنها با تجمیع مجموعه شفت و یقه در یک قطعه یکپارچه تولید شده بر روی پلتفرم فرزکاری ما، هزینه هر واحد خود را 27 درصد کاهش داد. بازخورد طراحی برای تولید که ما به آنها ارائه دادیم، هزینه مونتاژ، سردردهای ناشی از تلرانس و زمان تحویل را برای آنها صرفهجویی کرد.
۴. بهینهسازی ابزارهای برش و انتخاب پوشش با استفاده از دادههای واقعی
ابزارهای برش بخش کوچکی از کل هزینه یک قطعه را تشکیل میدهند - معمولاً ۳ تا ۵ درصد - با این حال عملکرد آنها تأثیر نامتناسبی بر بهرهوری دارد. اکثر ماشینکاران ابزارها را بر اساس توصیههای کاتالوگ یا عادت انتخاب میکنند، اما کاهش واقعی هزینه از در نظر گرفتن ابزار به عنوان یک متغیر پویا که به مواد، سختی دستگاه و شرایط خنککننده واکنش نشان میدهد، حاصل میشود.
در GreatLight، ما از یک حلقه بهینهسازی ابزار ساختاریافته استفاده میکنیم:
معیارسنجی پایهبرای یک دسته مواد جدید، ما یک سری آزمایش کوپن انجام میدهیم، بار اسپیندل، پرداخت سطح و سایش قطعه را هر ۱۵ دقیقه ثبت میکنیم.
پوششها برای محیطهای میکروبرای مثال، ما دریافتهایم که پوششهای مبتنی بر AlTiN در ماشینکاری خشک یا MQL فولادها عملکرد فوقالعادهای دارند، در حالی که پوششهای TiB₂ از ایجاد لبههای تیز در آلومینیوم جلوگیری میکنند. تطبیق پوشش با ویژگیهای انتقال حرارت برش میتواند تا 50٪ عمر ابزار را افزایش دهد.
بهینهسازی ضخامت تراشهبیشتر ابزارها به دلیل سبک بودن بار تراشه عملکرد ضعیفی دارند - گرمای اصطکاک غالب است. ما نرخ پیشروی را طوری تنظیم میکنیم که تراشه به اندازه کافی ضخیم باشد تا گرما را دفع کند، اما در عین حال در محدوده محدودیتهای مکانیکی صفحه قرار داشته باشد.
آسیابهای با خوراک بالا برای زبر کردنبا کاهش زاویه پیشروی، یک فرز با تغذیه بالا، نیروی برش را به صورت محوری به اسپیندل منتقل میکند و امکان پیشروی بسیار سریع میز (تا 20 متر در دقیقه) را در ماشینهای با قدرت اسب بخار کم فراهم میکند.
این رویکرد سیستماتیک از حدس و گمان جلوگیری میکند. به جای اینکه هر 50 قطعه ابزار را «برای ایمن بودن» تعویض کنیم، بر اساس مدلهای سایش کمی، تا حد اقتصادی ابزار پیش میرویم. صرفهجوییها فقط هزینه اینسرتها نیستند؛ بلکه از خرابی ناشی از تعویض زودهنگام ابزار و قطعات اوراق شده ناشی از خرابی فاجعهبار جلوگیری میکنند.
۵. ادغام مترولوژی حین تولید و تولید در زمان مناسب
ضایعات و دوبارهکاری قاتلان خاموش سود هستند. پیشرفتهترین تجهیزات جهان هنوز هم اگر انحرافات ابعادی تا بازرسی نهایی تشخیص داده نشوند، هیچ ارزشی ارائه نمیدهند. ادغام اندازهگیری در خود چرخه ماشینکاری - که اغلب تولید حلقه بسته نامیده میشود - کنترل کیفیت را از یک فعالیت مرتبسازی به یک عملکرد کنترل فرآیند تبدیل میکند.
رویکرد ما شامل سه لایه است:
کاوش روی دستگاهپروبهای لمسی Renishaw در تمام ماشینهای ۵ محوره، در ابتدای هر چرخه، نقاط بحرانی را بررسی میکنند و به طور خودکار آفستهای کاری را بهروزرسانی میکنند تا رانش حرارتی یا تغییرات فیکسچر را جبران کنند. پس از ماشینکاری، آنها ویژگیهای کلیدی را در حالی که قطعه هنوز گیره شده است، تأیید میکنند و امکان اقدام اصلاحی فوری را فراهم میکنند.
تنظیم ابزار و تشخیص شکستگیتنظیمکنندههای ابزار لیزری، فاصله بین طول و قطر را بهطور خودکار اندازهگیری میکنند و دستگاه، بار اسپیندل را رصد میکند تا ابزارهای شکسته را در عرض چند میلیثانیه تشخیص دهد و از ریزش قطعات جلوگیری کند.
یکپارچهسازی CMM درونخطیبرای ایمپلنتهای پزشکی و قطعات ایمنی خودرو، ما قطعات را مستقیماً به یک دستگاه اندازهگیری مختصات (CMM) هدایت میکنیم که به شبکه CNC گزارش میدهد. سپس نرمافزار کنترل فرآیند آماری (SPC) پارامترهای ماشینکاری را تنظیم میکند تا مقادیر CpK بالاتر از 1.67 نگه داشته شود.
این سرمایهگذاری در سختافزار و نرمافزار مترولوژی مستقیماً هزینه کیفیت را کاهش میدهد. وقتی کاری «برای اولین بار درست انجام میشود»، شما نیروی کار و مواد لازم برای دوبارهکاری، هزینه بازرسی ۱۰۰٪ دستی و آسیب به برند ناشی از مرجوعی مشتری را حذف میکنید. برای مشتریان ما در بخش پزشکی، این موضوع غیرقابل مذاکره است - ISO 13485 اعتبارسنجی دقیق فرآیند را الزامی میکند و مسیرهای دادههای حین فرآیند ما، تأییدیه مورد نیاز آنها را بدون اضافه کردن بار اداری فراهم میکند.
۶. بهرهبرداری از تولید افزایشی-هیبریدی برای پیشفرمهای تقریباً به شکل نهایی
یکی از عوامل هزینهای که اغلب نادیده گرفته میشود، نسبت «خرید تا پرواز» است - وزن شمش ورودی در مقابل وزن قطعه نهایی. در هوافضا و دفاع، نسبتهای ۱۰:۱ غیرمعمول نیستند، به این معنی که ۹۰٪ تیتانیوم یا آلومینیوم گرانقیمت به تراشه تبدیل میشوند. تولید افزایشی-هیبریدی را وارد کنید.

در GreatLight، ما چاپ سه بعدی فلز (SLM، SLA، SLS) را با پرداخت کاهشی ترکیب کردهایم. این فرآیند ساده است: یک قطعه تقریباً به شکل نهایی را روی دستگاه SLM چاپ کنید، سپس آن را برای سطوح، رزوهها و سوراخهای دقیق نهایی به یک CNC 5 محوره منتقل کنید. مزایای آن بسیار زیاد است:
صرفهجویی در مصالح تا ۷۰٪با چاپ فقط مواد مورد نیاز، هزینه مواد اولیه را کاهش داده و حجم تراشههای قابل بازیافت را به میزان قابل توجهی کاهش میدهیم.
کاهش زمان ماشینکاریاین قطعه خام از قبل دارای کانالهای داخلی پیچیده و شبکههای سبکی است که ماشینکاری آنها به روش مرسوم غیرممکن است. دستگاه CNC فقط سطوح بحرانی را تمیز میکند و زمان چرخه را تا 50٪ یا بیشتر کاهش میدهد.
آزادی طراحی برای مونتاژهای مقرونبهصرفهمونتاژهای چند قسمتی اغلب میتوانند در یک قطعه چاپ شده و سپس ماشینکاری شده ادغام شوند و بدین ترتیب اتصال دهندهها و نیروی کار مونتاژ از بین بروند.
یک استارتاپ رباتیک انساننما که به اتصالات پای آلیاژ تیتانیومی با کانالهای خنککننده داخلی برای مفاصل موتوری نیاز داشت، با ما همکاری کرد. ماشینکاری سنتی نیاز به سوراخکاری، اتصال و جوشکاری پنج قطعه جداگانه داشت. با چاپ یک پوسته یک تکه با چاپگر سهبعدی SLM و سپس استفاده از CNC پنج محوره برای فرزکاری سوراخهای یاتاقان و سطوح آببندی، هزینه هر مونتاژ را ۴۲٪ کاهش دادیم و کل زمان تحویل را از شش هفته به دو هفته کاهش دادیم. این سطح از ادغام تنها زمانی امکانپذیر است که یک تأمینکننده هر دو قابلیت افزایشی و کاهشی را در یک جا داشته باشد.
۷. به جای یک کارگزار کالا، یک شریک دارای مجوز و یکپارچه عمودی انتخاب کنید
راز آخر شاید سختترین راز برای بخشهای تدارکاتی باشد که تحت تأثیر بازارهای آنلاین قرار گرفتهاند: کمترین قیمت واحد به ندرت کمترین هزینه کل مالکیت را به همراه دارد. صرفهجویی واقعی یک شبه از انتخاب یک شریک تولیدی حاصل میشود که بتواند کل زنجیره تأمین - بازخورد طراحی، منبعیابی مواد اولیه، ماشینکاری، پسپردازش، پرداخت و بازرسی - را در یک نهاد واحد و پاسخگو فشرده کند.
بسیاری از پلتفرمها (مانند Xometry، Fictiv یا Protolabs Network) تقاضا را جمعآوری کرده و آن را به یک شبکه پراکنده از فروشگاههای ناشناس هدایت میکنند. اگرچه این مدل سرعت و وسعت ارائه میدهد، اما اغلب هزینههای پنهانی را به همراه دارد:
شکاف های ارتباطیهدف طراحی در ترجمه گم میشود. یک برش زیرین ساده یا اطلاعات مربوط به پرداخت سطح ممکن است اشتباه تفسیر شود و منجر به دستههایی شود که با چاپ مطابقت دارند اما در عملکرد خود شکست میخورند.
مدیریت تأمینکنندگان سریالیبار غربالگری، ممیزی و تأیید صلاحیت تأمینکنندگان بر عهده شماست. اگر آنودایزینگ یکی از کارگاهها تلورانس ابعادی داشته باشد، شما باید بین پرداختکار و ماشینکار میانجیگری کنید.
عدم بهینهسازی در سطح فرآینددلالان کالا به ندرت برای درک نقشه راه محصول شما وقت میگذارند. آنها به طور فعال تغییر طراحی را که میتواند زمان ماشینکاری را به نصف کاهش دهد، پیشنهاد نمیدهند زیرا قصد ندارند شریک بلندمدت شما باشند.
در مقابل، متخصصی مانند GreatLight CNC Machining به عنوان امتدادی از تیم مهندسی شما عمل میکند. ما با سه کارخانه کاملاً متعلق به خود، یک نیروی کار ۱۵۰ نفره و گواهینامههایی شامل ISO 9001، IATF 16949 و ISO 13485، خدمات زیر را ارائه میدهیم: راهکارهای جامع ماشینکاری دقیق که شامل فرزکاری CNC، تراشکاری، ریختهگری تحت فشار، ساخت ورق فلزی و چاپ سهبعدی میشود - همه با هرگونه عملیات سطحی مورد نیاز (آنودایزینگ، پسیواسیون، آبکاری الکتریکی، پوشش پودری) به پایان میرسند. وقتی یک RFQ برای ما ارسال میکنید، یک مهندس ارشد فرآیند، هندسه را از نظر قابلیت تولید بررسی میکند. اگر افزایش جزئی ضخامت دیواره یا تغییر شعاع بتواند یک ابزار سفارشی را حذف کند، قبل از ارائه قیمت به شما اطلاع خواهیم داد. این نوع بازخورد فنی بسیار ارزشمند است.
یک مورد اخیر را در نظر بگیرید: یک تأمینکننده رده ۱ خودرو به ۵۰۰۰ محفظه حسگر آلومینیومی در ماه نیاز داشت. آنها کار را بین دو کارگاه CNC و یک آنودایزر شخص ثالث تقسیم میکردند. ما کار را تجزیه و تحلیل کردیم و پیشنهاد دادیم همه چیز را در تأسیسات خود تجمیع کنیم: ریختهگری قطعات خام، ماشینکاری سطوح مرجع بحرانی روی یک خط ثابت ۴ محوره و اعمال آنودایز سخت نوع III با مشخصات بالا در داخل شرکت. هزینه واحد ۱۹٪ کاهش یافت، زمان تحویل از ۲۸ روز به ۱۱ روز کاهش یافت و تأمینکننده سربار مدیریت سه فروشنده را حذف کرد. از همه مهمتر، CpK ابعادی از ۱.۲ به ۱.۸ افزایش یافت زیرا کل فرآیند در یک سیستم کیفیت کنترل میشد.
چگونه از امشب شروع به استفاده از این اسرار کنیم
اجرای حتی سه مورد از این استراتژیها میتواند صرفهجویی چشمگیری به همراه داشته باشد - اما پیشنیاز آن، یک شریک تولیدی با تجهیزات، استعداد و پشتوانه کیفی برای اجرای آنهاست. در اینجا یک چک لیست سریع برای بررسی تأمینکنندگان آورده شده است:
| قابلیت | چرا مهم است | تعهد GreatLight |
|---|---|---|
| ماشینکاری همزمان ۵ محوره واقعی | کاهش تنظیمات، بهبود دقت؛ ±0.001 میلیمتر قابل دستیابی است | بیش از ۱۲۷ دستگاه CNC؛ ۵ محوره با ابعاد بزرگ برای قطعات تا ۴۰۰۰ میلیمتر |
| ادغام فرزکاری و تراش سوئیسی | انجام شده در یک بخش، هزینههای WIP و حمل و نقل را از بین میبرد. | ماشینهای تراش چندکاره با اسپیندل فرعی و ابزار دقیق برای قطرهای 1 میلیمتر تا 500 میلیمتر |
| مترولوژی حین فرآیند و SPC | کیفیت عالی برای اولین بار؛ CpK > 1.67 استاندارد | پروب رنیشاو + CMM + حلقههای بازخورد درون خطی |
| ISO 9001 / IATF 16949 / ISO 13485 | قابلیت اطمینان، ردیابی و اعتبارسنجی برای خودرو و پزشکی | سالانه گواهی و ممیزی میشود؛ گواهینامه کامل مواد و مستندات PPAP |
| قابلیت تولید افزایشی | شکلدهی نزدیک به خالص، نسبت خرید به پرواز و زمان تحویل را کاهش میدهد | چاپگرهای سهبعدی SLM (فلز)، SLS، SLA در داخل شرکت؛ پرداخت ترکیبی روی همان خط ۵ محوره |
| پسپردازش داخلی | مسئولیت واحد برای آبکاری، آنودایزینگ، رنگآمیزی و غیره | کارگاههای پرداخت سطح زیر یک سقف؛ بدون تأخیر در قراردادهای فرعی |
| پشتیبانی مهندسی DFM | پیشنهادهای پیشگیرانه برای کاهش هزینهها قبل از تولید | مهندسان ارشد هر مقاله اول را بررسی میکنند و بهینهسازیهایی را پیشنهاد میدهند |
نتیجهگیری: کاهش هزینه یک سیستم است، نه یک رویداد
La ۷ راز تراش و فرز CNC برای کاهش یک شبه هزینههای تولید اینها ترفندهای جداگانهای نیستند؛ آنها نمایانگر یک فلسفه تولید منسجم هستند که ریشه در تجهیزات پیشرفته، طراحی فرآیند مبتنی بر داده و ادغام عمودی دارد. همانطور که نشان دادهام، حرکت از یک مدل چندفروشندهایِ پراکنده به یک شریک واحد و دارای گواهی مانند GreatLight میتواند صرفهجوییهایی بسیار فراتر از قیمت واحد ماشینکاری ایجاد کند - صرفهجویی در سربار تدارکات، کاهش ضایعات، فشردهسازی زمان تحویل و سربار مهندسی که مستقیماً سود خالص شما را تأمین میکنند.
طبق تجربه من، مشتریانی که بیشترین سود را میبرند، کسانی هستند که با شریک ماشینکاری خود به عنوان یک متحد استراتژیک رفتار میکنند. آنها نقشه راه را به اشتراک میگذارند، ما را با هندسههای پیچیده به چالش میکشند و انتظار دارند - نه فقط بازخورد مهندسی را بپذیرند. در عوض، آنها ظرفیتها و بهرهوری هزینهای را آزاد میکنند که دلالان کالا هرگز نمیتوانند ارائه دهند.
اگر آمادهاید تا رویکرد خود را در مورد تولید دقیق بازنگری کنید، با تیمی که هر روز این هفت راز را به کار میگیرد، گفتگو را شروع کنید. گذشته از همه اینها، بهترین زمان برای کاهش هزینهها دیروز بود؛ دومین زمان مناسب همین الان است - و با یک شریک مناسب، صرفهجوییها واقعاً میتوانند یک شبه ظاهر شوند.

















