Sem yfirverkfræðingur í framleiðslu með yfir áratuga reynslu af nákvæmnisvinnslu er ég oft spurður sömu brennandi spurningarinnar: „Hverjir eru raunverulegu...“ 7 leyndarmál CNC rennibekka- og fræsivéla til að lækka framleiðslukostnað á einni nóttu„Svarið er ekki að finna í skammtímabrellum heldur í agaðri, verkfræðilega undirstrikaðri nálgun sem sameinar vélgetu, ferlagreind og samþættingu framboðskeðjunnar. Sérhver framleiðslustjóri dreymir um að vakna upp við 20%–30% lækkun á kostnaði á hlut án þess að fórna gæðum – og eftir að hafa fínpússað aðferðafræði okkar hjá GreatLight CNC Machining í mörg ár get ég staðfest að það er fullkomlega mögulegt þegar réttar aðferðir eru notaðar.
Í þessari grein mun ég varpa ljósi á sjö tæknilega og stjórnunarlega þætti sem breyta CNC rennibekkjum og fræsiaðgerðum úr kostnaðarstöðvum í hagnaðarleiðir. Þetta eru ekki kennslubækur; þetta eru prófaðar starfshættir sem hjálpuðu verksmiðju okkar - 76,000 fermetra framleiðslumiðstöð með 127 nákvæmnisbúnaði - að afhenda íhluti fyrir bílavélar, manngerða vélmenni, lækningatæki og geimferðaforrit á samkeppnishæfu verði á heimsvísu. Hvort sem þú ert sprotafyrirtæki í rannsóknum og þróun eða innkaupaverkfræðingur sem ert þreyttur á fjárhagsáætlun, þá finnur þú hér hagnýta innsýn, byggða á raunverulegum framleiðslugögnum og ströngum stöðlum ISO 9001, IATF 16949 og ISO 13485.

7 leyndarmál CNC rennibekka- og fræsivéla til að lækka framleiðslukostnað á einni nóttu
Við skulum kafa beint í sjö aðferðir sem geta breytt kostnaðaruppbyggingu þinni grundvallaratriðum. Hvert leyndarmál er byggingareining; sameinið þau og sparnaðurinn eykst verulega.
1. Notið samtímis 5-ása vinnslu til að útrýma mörgum uppsetningum
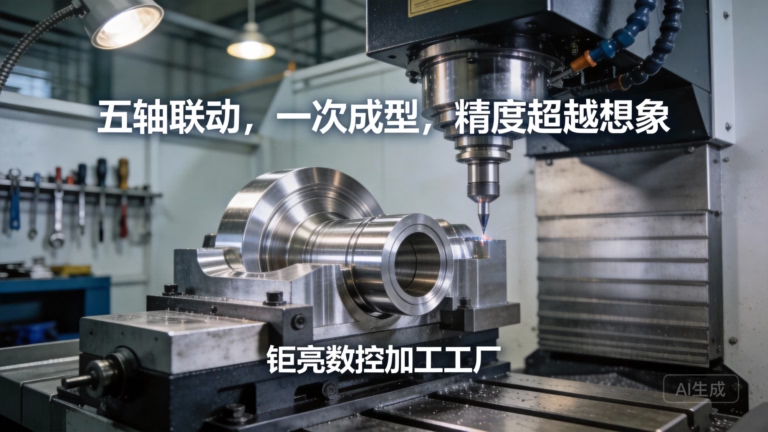
Öflugasta tólið til að draga úr kostnaði í nútíma CNC vinnslu er fimmása vinnslumiðstöð. Hefðbundin þriggjaása fræsun neyðir þig til að færa vinnustykkið aftur og aftur fyrir flóknar rúmfræðir - hver uppsetning bætir við kostnaði við festingar, eykur uppsafnaða vikmörk og eyðir vinnuafli. nákvæm 5-ása CNC vinnsla Miðja með samtímis hreyfingu getur hins vegar náð til fimm hliðar hlutar í einni klemmu.
Þessi hugmyndafræði um eina uppsetningu lækkar kostnað beint á þrjá vegu:
Lægri kostnaður við uppsetninguSérsniðnar festingar fyrir hverja stefnu geta kostað hundruð eða jafnvel þúsundir dollara. Með 5-ása er oft nóg að nota einfaldan svalahala eða mjúkan kjálka.
Draglega minnkað uppsetningarvinnuaflHver handvirk tilfærsla tekur 15–45 mínútur. Fyrir lotu með 100 hlutum eru það dagar án skurðar.
Strangari sannar vikmörkStaflavillur frá endurteknum röðunum hverfa. Hjá GreatLight höldum við venjulega ±0.001 mm yfir samsetta horneiginleika vegna þess að hlutinn fer aldrei út fyrir viðmiðunargrindina.
Verksmiðja okkar rekur margar þekktar 5-ása vélar frá Dema og Beijing Jingdiao, sem gerir okkur kleift að vinna flóknar flugfestingar, samskeyti vélmenna og rafbúnaðarhús fyrir bíla í einu lagi. Í einni rannsókn sá viðskiptavinur í nýjum orkufyrirtækjum 38% minnkun á vinnslutíma með því einfaldlega að skipta úr raðbundinni 3-ása ferli yfir í 5-ása sameinaða aðgerð. Þegar þú ert að meta birgja skaltu spyrja hvort þeir bjóði upp á raunverulega 5-ása samtímis getu - ekki bara 3+2 staðsetningar - því aðeins samtímis hreyfing getur skilað sléttum, mótuðum yfirborðum sem útrýma handfrágangi.
2. Taktu upp háhraða vinnsluaðferðir sem eru fínstilltar fyrir efnið þitt
Háhraðavinnsla (e. High-speed maschinling (HSM)) snýst ekki bara um að auka snúningshraða spindilsins; það er meðvituð samsetning af léttri skurðardýpt, miklum fóðrunarhraða og sérstaklega forrituðum verkfæraleiðum sem halda skurðkraftinum jöfnum. Þegar það er gert rétt getur HSM tvöfaldað eða jafnvel þrefaldað málmfjarlægingarhraða og lengið endingartíma verkfærisins - augljós ávinningur fyrir kostnað á hlut.
Lykilatriði sem við hjá GreatLight framfylgjum eru meðal annars:
Þrógoidal fræsingÍ stað þess að grafa verkfæri í skurð í fullri breidd fylgir verkfærið spíralbraut sem viðheldur stöðugu litlu inngripshorni. Þetta gerir kleift að ná meiri hraða, þynnri flíshleðslum og verulega minni hitauppsöfnun. Algengt er að verkfæralíftími verkfæra batni um 40%–60% í títan og ryðfríu stáli.
Aðlagandi hreinsunÍtarlegir CAM reiknirit aðlaga sjálfkrafa fóðrunarhraðann út frá eftirstandandi efnisrúmmáli, sem kemur í veg fyrir ofhleðslu og titring. Í nýlegum burðarhluta úr áli 6061 stytti aðlögunarhæf hreinsunarferlið hringrásartímann úr 22 mínútum í 11 mínútur.
Spónahreinsun og háþrýstikælivökviHSM framleiðir fínar flísar sem þarf að fjarlægja samstundis. Vélar okkar nota 70 bara kælivökva í gegnum spindilinn, sem ekki aðeins hreinsar flísar heldur jafnar einnig hitastig skurðarsvæðisins. Í nikkelmálmblöndum eins og Inconel 718 getur þetta eitt og sér helmingað slithraða verkfærisins.
Margar verkstæði forðast HSM vegna þess að það krefst stífra véla, jafnvægishæfra verkfærahaldara og háþróaðra CAM-stólpa. En ávinningurinn er strax til staðar: þú færð fleiri hluta í hverri vakt og fjárfestingarkostnaður vélarinnar er hraðar greiddur upp. Fyrir viðskiptavini þýðir þetta umtalsverða verðlækkun án þess að skerða yfirborðsáferð eða heilleika.
3. Nýttu samþættar fræsi- og snúningsmiðstöðvar fyrir vinnslu sem er lokið í einu
Rennibekkur með lifandi verkfærum og undirspindel er ekki bara rennibekkur - hann er öflugur samþjöppunarvél. Í stað þess að snúa hluta á rennibekk og færa hann síðan í fræsivél fyrir krossgöt, flatar holur og vasa, framkvæmir fræsi- og beygjumiðstöð allar aðgerðir í röð án handvirkrar íhlutunar.
Af hverju kostar þessi niðurskurður á einni nóttu? Hugsaðu um dæmigerðan vökvalokahlut sem þarfnast beygju, borunar og jaðarfræsingar. Hefðbundin fræsun:
Rennibekkur: yfirborðsfræsing, beygjufræsing, borfræsing (uppsetning A)
Fræsing: klemmubeygður hluti, fræsingar með flatri fræsingu, krossborun (uppsetning B)
Flutningurinn veldur ónákvæmni, tvöfaldar líkur á brotum og bindur tvær vélar saman. Með fræsi-beygjumiðstöð lýkur aðalsnældan allri beygju, síðan grípur undirsnældan hlutinn, sker af efninu og lifandi verkfæri fræsa bakhliðina. Niðurstaðan:
Núll uppsetningartími milli aðgerða
Útrýming birgða í vinnslu
Betri sammiðja og úthlaup (oft undir 5 µm)
Snúningsvélar okkar, sem innihalda nákvæmar svissneskar rennibekkir fyrir lækninga- og rafeindabúnað með litlum þvermál, framleiða reglulega hluti sem annars myndu krefjast margra aukaferla. Í einu tilviki lækkaði framleiðandi lækningatækja kostnað sinn á hverja einingu um 27% einfaldlega með því að sameina ás og kraga í einn heildstæðan hlut sem framleiddur var á snúningsvél okkar. Viðbrögðin við hönnun og framleiðslu sem við veittum spöruðu þeim samsetningarkostnað, vikmörk og afhendingartíma.
4. Hámarka val á skurðarverkfærum og húðun með því að nota raunverulegar gagnamælingar
Skurðarverkfæri eru lítill hluti af heildarkostnaði hlutar — venjulega 3%–5% — en afköst þeirra hafa óhófleg áhrif á framleiðni. Flestir vélvirkjar velja verkfæri út frá ráðleggingum úr vörulista eða venjum, en raunveruleg kostnaðarlækkun fæst með því að meðhöndla verkfæri sem breytilega breytu sem bregst við efni, stífleika vélarinnar og kæliaðstæðum.
Hjá GreatLight notum við skipulagða verkfærabestunarlykkju:
GrunnviðmiðunFyrir nýja efnislotu keyrum við röð af prófunum á mælieiningunni, skráum álag á spindli, yfirborðsáferð og slit á skurðarplötunni á 15 mínútna fresti.
Húðun fyrir örumhverfiðVið höfum til dæmis komist að því að AlTiN-byggð húðun er framúrskarandi í þurrvinnslu eða MQL-vinnslu á stáli, en TiB₂ húðun kemur í veg fyrir myndun eggja í áli. Að aðlaga húðunina að varmaflutningseiginleikum skurðarins getur aukið endingartíma verkfærisins um 50%.
Hagnýting flísþykktarFlest verkfæri standa sig ekki eins vel og þau eru vegna þess að flísálagið er of lítið — núningshiti er ríkjandi. Við stillum inn fóðrunarhraða sem tryggir að flísin sé nógu þykk til að bera burt hita, en samt innan vélrænna marka innsetningarins.
Háfóðrunarfræsar fyrir gróffræsinguMeð því að minnka framsveifluhornið flytur háfóðrunarfræsir skurðkraftinn áslægt inn í spindilinn, sem gerir kleift að fæða borðið afar hraðar (allt að 20 m/mín) á vélum með litla hestöfl.
Þessi kerfisbundna aðferð kemur í veg fyrir ágiskanir. Í stað þess að skipta um verkfæri á 50 hluta fresti „til öryggis“ reynum við að ná hagkvæmni verkfærisins út frá magngreindum slitlíkönum. Sparnaðurinn felst ekki bara í kostnaði við innsetningar; það er forðunartími vegna ótímabærra verkfæraskipta og úrgangshlutar vegna stórfelldra bilana.
5. Samþætta mælitækni í framleiðslu og framleiðslu sem er rétt í fyrsta skipti
Úrgangur og endurvinnsla eru hljóðlátir morðingjar hagnaðar. Háþróaðasta búnaður í heimi skilar samt engu virði ef víddarbreytingar eru ekki greindar fyrr en við lokaskoðun. Að samþætta mælingar í sjálfan vinnsluferlið – oft kallað lokuð framleiðsla – breytir gæðaeftirliti úr flokkunarstarfsemi í ferlisstjórnunaraðgerð.
Aðferð okkar felur í sér þrjú stig:
Könnun á vélSnertiskjár Renishaw á öllum 5-ása vélum kanna mikilvæg gögn í upphafi hverrar lotu og uppfæra sjálfkrafa vinnufrávik til að bæta upp fyrir hitabreytingar eða breytingar á festingum. Eftir vinnslu staðfesta þeir lykilatriði á meðan hlutinn er enn klemmdur, sem gerir kleift að leiðrétta hlutina strax.
Stilling verkfæra og uppgötvun brotsLeysitæki mæla lengdar- og þvermálsfrávik sjálfkrafa og vélin fylgist með álagi á spindil til að greina brotin verkfæri innan millisekúndna, sem kemur í veg fyrir fjölda úrgangshluta.
Samþætting CMM í línuFyrir lækningaígræðslur og öryggisíhluti í bílum leiðum við hluti beint til hnitamælitækis (CMM) sem sendir skýrslur til CNC netkerfisins. Tölfræðileg ferlisstýringarhugbúnaður (SPC) stillir síðan vinnslubreytur til að halda CpK gildum yfir 1.67.
Þessi fjárfesting í mælitæknibúnaði og hugbúnaði lækkar beint gæðakostnað. Þegar verk er „rétt í fyrstu tilraun“ útilokar þú vinnu og efnivið við endurvinnslu, kostnað við 100% handvirka skoðun og vörumerkjaskaða ef viðskiptavinur kemur aftur. Fyrir viðskiptavini okkar í læknisfræðigeiranum er þetta óumdeilanlegt — ISO 13485 krefst strangrar ferlaprófunar og gagnaskrár okkar í ferlinu veita þá staðfestingu sem þeir þurfa án þess að auka stjórnsýsluálag.
6. Nýta aukefnis-blönduð framleiðslu fyrir nærri nettóformaðar forform
Einn af mest gleymdu kostnaðarþáttunum er hlutfallið „kaupa-til-flugs“ - þyngd innkomandi efnis á móti þyngd lokahlutarins. Í geimferða- og varnarmálum eru hlutföll upp á 10:1 ekki óalgeng, sem þýðir að 90% af dýru títan eða áli er unnið í flísar. Þá kemur aukefnis-blendingsframleiðsla til sögunnar.

Hjá GreatLight höfum við sameinað þrívíddarprentun á málmi (SLM, SLA, SLS) og frádráttarfrágang. Ferlið er einfalt: prentið næstum fullmótaða eyðublað á SLM vél og færið það síðan yfir á 5-ása CNC vél til að fá nákvæmar yfirborðsframleiðslur, þræði og boranir. Kostirnir eru gríðarlegir:
Efnissparnaður allt að 70%Með því að prenta aðeins það efni sem þarf, lækkunum við kostnaði við hráefni og minnkum verulega magn flísar sem þarf að endurvinna.
Minnkaður vinnslutímiÚrvinnslan hefur nú þegar flóknar innri rásir og léttar grindur sem ómögulegt væri að vinna með hefðbundnum hætti. CNC kerfið hreinsar aðeins upp mikilvæg snertifleti og styttir hringrásartímann um 50% eða meira.
Hönnunarfrelsi fyrir hagkvæmar samsetningarMargþætta samsetningar er oft hægt að sameina í einn prentaðan og síðan vélrænan íhlut, sem útrýmir festingum og samsetningarvinnu.
Fyrirtæki í vélmennafræði sem við áttum í samstarfi við þurfti fótleggi úr títanblöndu með innri kælikerfum fyrir vélknúin samskeyti. Hefðbundin vinnsla hefði krafist borunar, tappa og suðu á fimm aðskildum hlutum. Með því að prenta eitt stykki á SLM 3D prentara okkar og síðan nota 5-ása CNC til að fræsa legur og þéttifleti, lækkuðum við kostnaðinn á hverja samsetningu um 42% og styttum heildarafhendingartíma úr sex vikum í tvær. Þetta samþættingarstig er aðeins mögulegt þegar birgir býr yfir bæði samlagningar- og frádráttargetu undir einu þaki.
7. Veldu lóðrétt samþættan, vottaðan samstarfsaðila í stað vörumiðlara
Síðasta leyndarmálið gæti verið það erfiðasta að sætta sig við fyrir innkaupadeildir sem eru háðar netmörkuðum: lægsta einingarverðið skilar sjaldan lægsta heildarkostnaði við rekstur. Raunverulegur sparnaður á einni nóttu felst í því að velja framleiðsluaðila sem getur þjappað allri framboðskeðjunni - hönnunarendurgjöf, hráefnisöflun, vélrænni vinnslu, eftirvinnslu, frágangi og skoðun - í eina, ábyrga aðila.
Margar kerfi (eins og Xometry, Fictiv eða Protolabs Network) safna saman eftirspurn og beina henni í sundurleitt net nafnlausra verslana. Þó að þessi gerð bjóði upp á hraða og breidd, þá felur hún oft í sér falda kostnaði:
SamskiptaeyðurHönnunarmarkmið glatast í þýðingu. Einföld undirskurður eða yfirborðsáferð gæti verið misskilin, sem leiðir til framleiðslulota sem uppfylla prentunarkröfurnar en virka ekki.
Raðbundin birgjastjórnunÞú berð ábyrgð á að skima, endurskoða og meta birgja. Ef anóðunarblæja í einni verkstæði fer yfir víddarþol, verður þú að miðla málum milli frágangsmannsins og vélvirkjans.
Skortur á hagræðingu á ferlisstigiVörumiðlarar fjárfesta sjaldan tíma í að skilja vöruáætlun þína. Þeir munu ekki leggja til hönnunarbreytingar sem gætu helmingað vinnslutímann vegna þess að þeir ætla ekki að vera langtíma samstarfsaðili þinn.
Sérfræðingur eins og GreatLight CNC Machining virkar hins vegar sem framlenging á verkfræðiteymi þínu. Með þrjár verksmiðjur í fullri eigu, 150 starfsmönnum og vottorð sem spanna ISO 9001, IATF 16949 og ISO 13485, bjóðum við upp á... lausnir fyrir nákvæma vinnslu á einum stað sem spanna CNC-fræsingu, beygju, pressusteypu, plötusmíði og þrívíddarprentun — allt frágengið með öllum nauðsynlegum yfirborðsmeðferðum (anodiseringu, óvirkjun, rafhúðun, duftlökkun). Þegar þú sendir okkur beiðni um tilboð fer yfirferjandi verkfræðingur yfir rúmfræðina til að meta framleiðsluhæfni. Ef lítilsháttar aukning á veggþykkt eða breyting á radíus getur útrýmt sérsniðnu verkfæri, munum við láta þig vita áður en við gefum tilboð. Slík tæknileg endurgjöf er ómetanleg.
Tökum sem dæmi nýlegt dæmi: birgir í bílaiðnaði af fyrsta flokki þurfti 5,000 álskynjarahús á mánuði. Þeir skiptu verkinu á milli tveggja CNC-verkstæða og þriðja aðila fyrir anodiseringu. Við greindum verkið og lögðum til að sameina allt í okkar verksmiðju: steypu eyðurnar, vinnslu mikilvægra gagna á 4-ása festulínu og beitingu á hágæða harðanodiseringu af gerð III innanhúss. Einingarkostnaðurinn lækkaði um 19%, afhendingartíminn styttist úr 28 dögum í 11 og birgirinn losnaði við kostnað við að stjórna þremur söluaðilum. Mikilvægast er að víddar-CpK fór úr lágum 1.2 í öfluga 1.8 vegna þess að allt ferlið var stjórnað innan eins gæðakerfis.
Hvernig á að byrja að beita þessum leyndarmálum í kvöld
Að innleiða jafnvel þrjár af þessum aðferðum getur skilað miklum sparnaði — en forsenda þess er að framleiðandi hafi búnaðinn, hæfileikana og gæðagrunninn til að framkvæma þær. Hér er fljótur gátlisti fyrir yfirferð birgja:
| Hæfileiki | Hvers vegna það skiptir máli | Skuldbinding GreatLight |
|---|---|---|
| Sannkallað 5-ása samtímis vinnsla | Minnkar uppsetningar, bætir nákvæmni; ±0.001 mm er hægt að ná | 127+ CNC vélar; stórar 5-ása vélar fyrir íhluti allt að 4000 mm |
| Samþætting fræsingar- og svissneskra rennibekka | Verklagsreglur í einu lagi útrýma kostnaði við vinnslu og flutningi | Fjölnota rennibekkir með undirspindel og lifandi verkfærum fyrir þvermál frá 1 mm til 500 mm |
| Mælifræði í vinnslu og SPC | Gæði í fyrsta skipti sem rétt; CpK > 1.67 staðall | Renishaw könnun + CMM + innbyggðar afturvirkar lykkjur |
| ISO 9001 / IATF 16949 / ISO 13485 | Áreiðanleiki, rekjanleiki og staðfesting fyrir bíla- og lækningatæki | Vottað og endurskoðað árlega; full efnisvottun og PPAP skjöl |
| Aukefnisframleiðslugeta | Nálæg nettó mótun lækkar kauphlutfall og afgreiðslutíma | SLM (málm-), SLS- og SLA-þrívíddarprentarar á staðnum; blandað frágangur á sömu 5-ása línu |
| Eftirvinnsla innanhúss | Ein ábyrgð á málun, anodiseringu, málun o.s.frv. | Yfirborðsfrágangsverkstæði undir sama þaki; engar tafir á undirverktökum |
| Verkfræðiaðstoð DFM | Fyrirbyggjandi tillögur um kostnaðarútreikninga fyrir framleiðslu | Yfirverkfræðingar fara yfir hverja fyrstu grein og leggja til hagræðingar |
Niðurstaða: Kostnaðarlækkun er kerfi, ekki atburður
The 7 leyndarmál CNC rennibekka- og fræsivéla til að lækka framleiðslukostnað á einni nóttu eru ekki einangruð mistök; þau tákna samheldna framleiðsluheimspeki sem á rætur sínar að rekja til hágæða búnaðar, gagnadrifinnar ferlahönnunar og lóðréttrar samþættingar. Eins og ég hef sýnt fram á, getur það að færa sig frá sundurleitri fjölframleiðendalíkani yfir í einn, vottaðan samstarfsaðila eins og GreatLight leitt til sparnaðar sem er langt umfram einingarverð vélrænnar framleiðslu — sparnaðar í innkaupakostnaði, minnkun úrgangs, þjöppun afhendingartíma og verkfræðikostnaði sem nærist beint á hagnaði þínum.
Að mínu mati eru viðskiptavinirnir sem hagnast mest á þessu þeir sem meðhöndla vinnsluaðila sinn sem stefnumótandi bandamann. Þeir deila vegvísum, skora á okkur með flóknum rúmfræðiformum og búast við – ekki bara þiggja – verkfræðilegum endurgjöfum. Í staðinn opna þeir fyrir getu og kostnaðarhagkvæmni sem hrávörumiðlarar geta aldrei skilað.
Ef þú ert tilbúinn/tilbúin að endurhugsa nálgun þína á nákvæmniframleiðslu, byrjaðu þá samtal við teymi sem lifir og hrærir í þessum sjö leyndarmálum á hverjum degi. Besti tíminn til að lækka kostnað var jú í gær; næstbesti tíminn er núna – og með rétta samstarfsaðilanum getur sparnaðurinn sannarlega komið fram á einni nóttu.

















